先日の記事で報告した3Dプリンタトラブルの根本対策として消耗部品を中心に部品交換メンテナンスをやってみました。
果たして、これで正常に直るでしょうか。
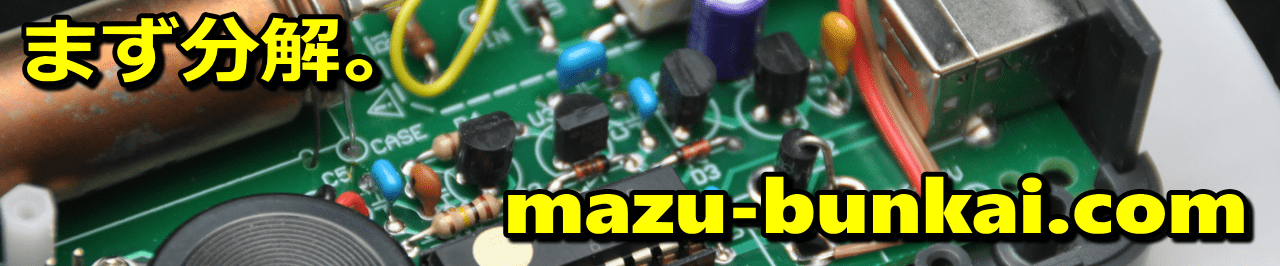
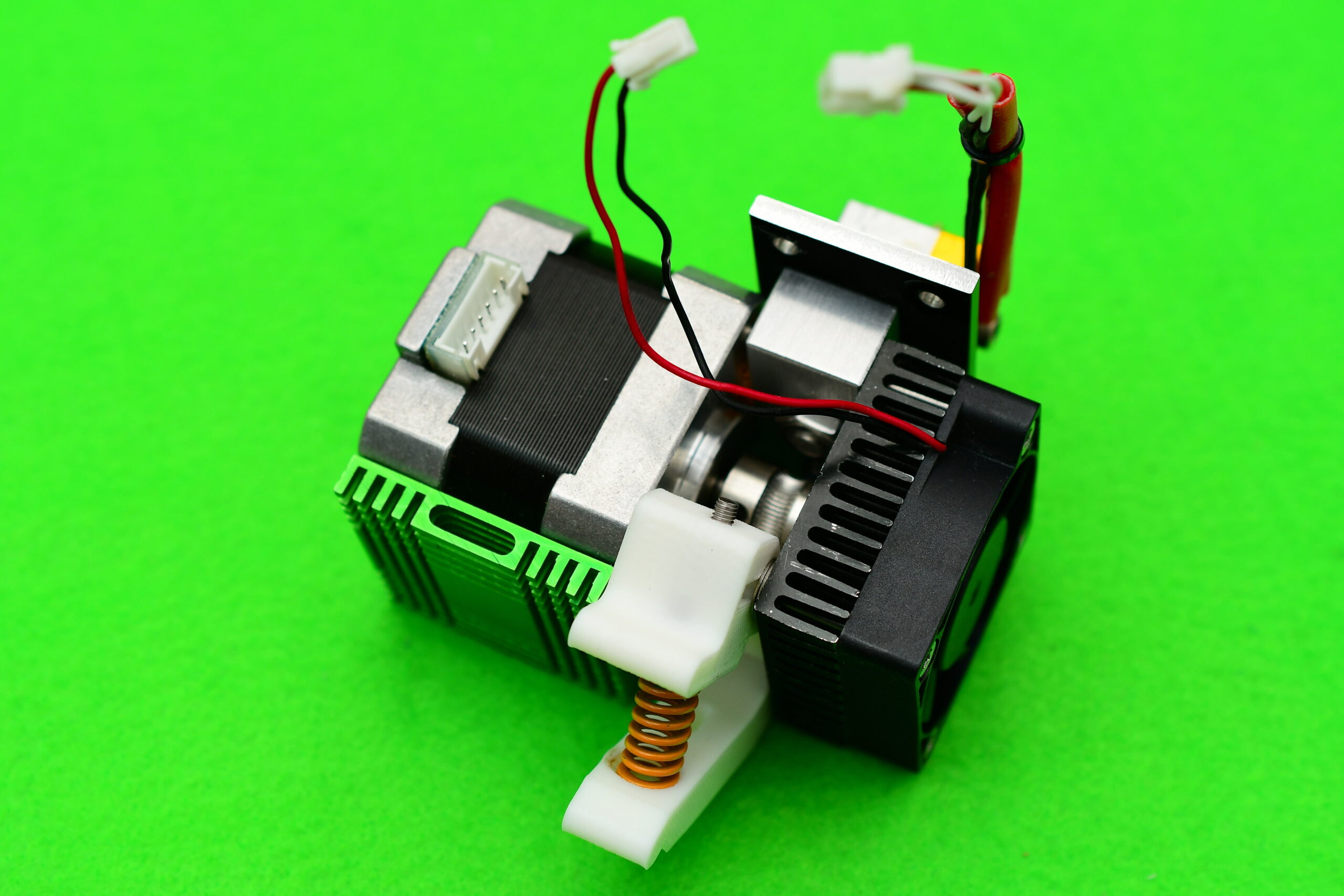
エクストルーダーとは?
3Dプリンタにおけるエクストルーダとは、3Dプリント用の樹脂材料を熱で溶かして送り込む機構の事を指します。
写真はPRN3Dの物ですが、ヒーターブロックと樹脂材料送り込み用のステッピングモーターで構成されています。
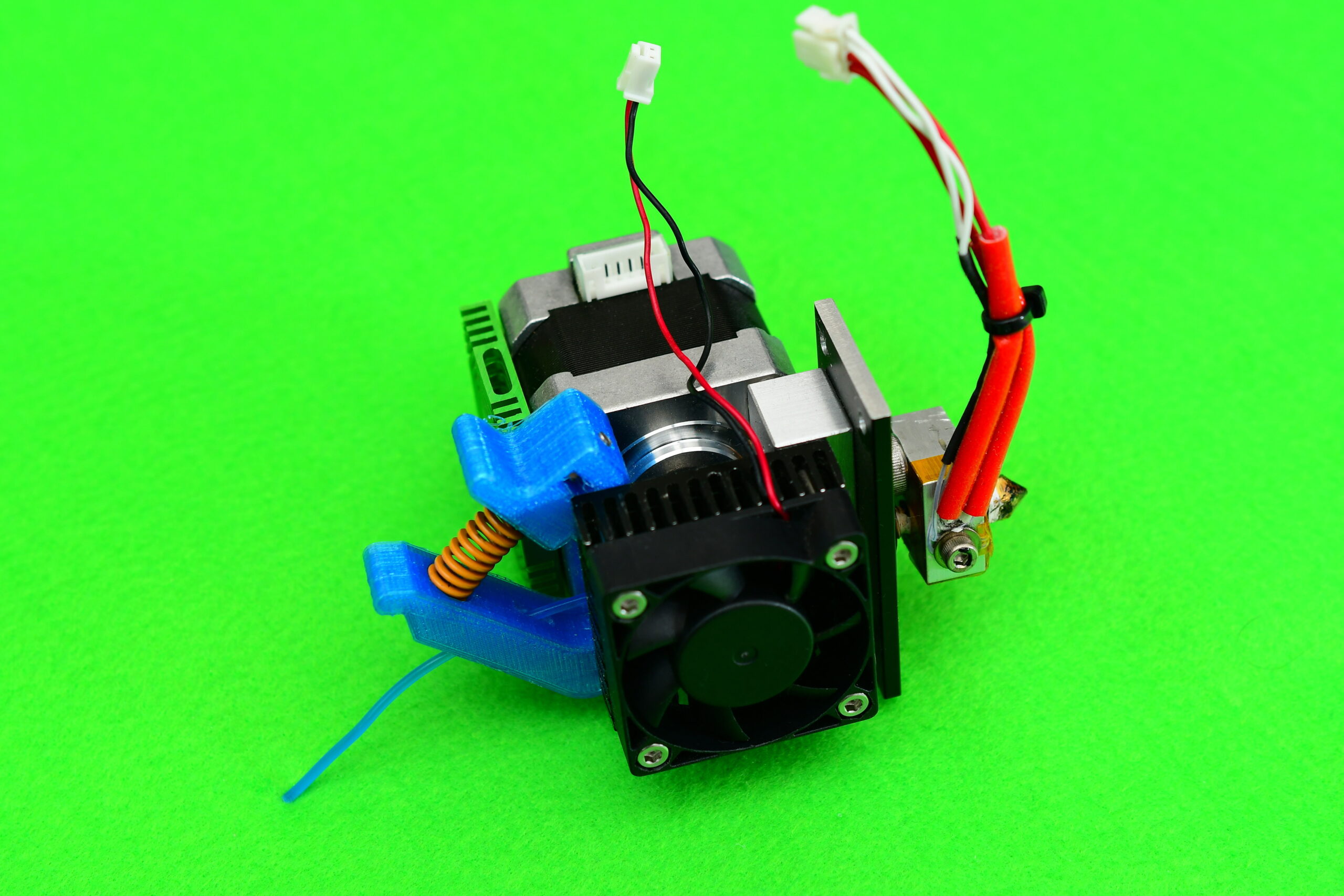
メンテナンスの為にエクストルーダを分解してみた
エクストルーダ部を下から見た写真です。
溶かした樹脂材料が出てくるノズル部分になります。
このノズルは3Dプリント中に200℃以上の高温にさらされる箇所になりますので、メンテナンスの重要度は高い部品だと思います。
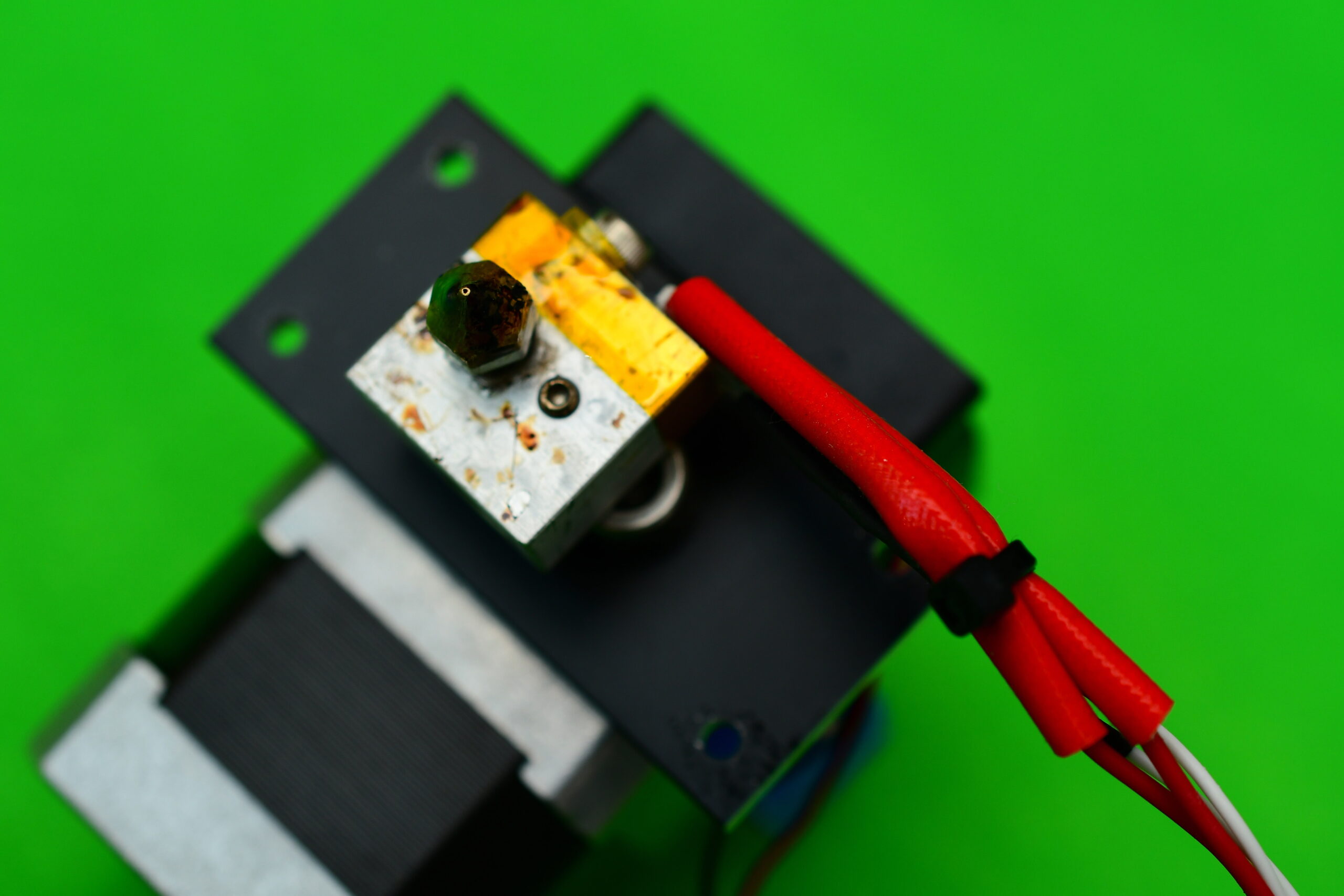
ヒーターブロックを取り外す
実際にヒーターブロックを取り外してみると、ブルーの樹脂が完全に固まって詰まりが発生していました。
この樹脂は熱を加えても溶けない状況となっていました。
おそらく長期間にわたり熱を受け続けた結果、ワックス成分が蒸散し樹脂カスのみが残ってしまっているような状況と思われます。
冷却ファンを取り外す
続いてエクストルーダ部を解体するため、冷却ファンを取り外しました。
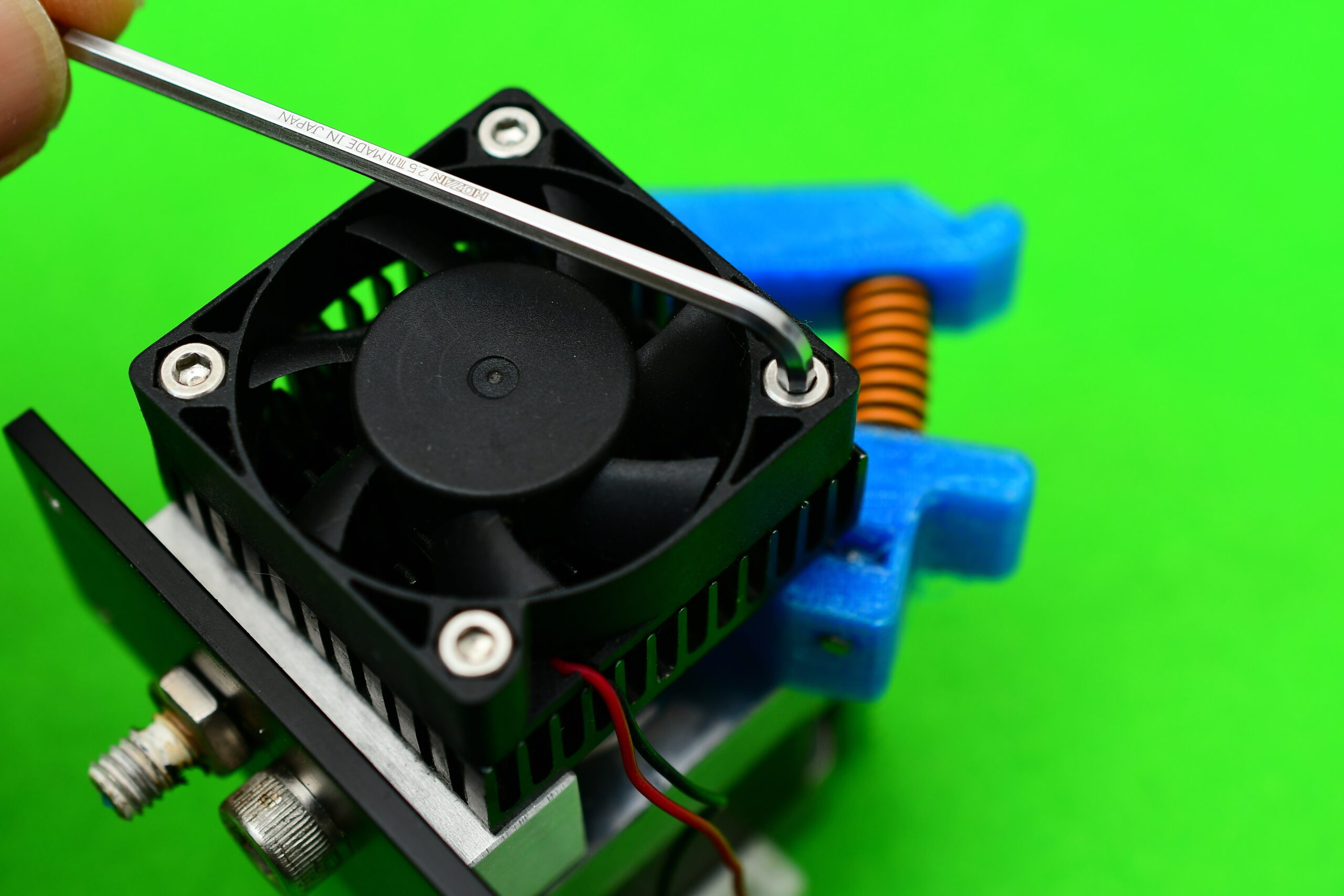
冷却ファンを取り外すと共締めされているステッピングモーターも一緒に外すことが出来ます。
ステッピングモーターを取り外すと、PTFEチューブがスロートチューブ部分から脱落し、樹脂送りモーターに噛みこんでいたと考えられる傷が見つかりました。
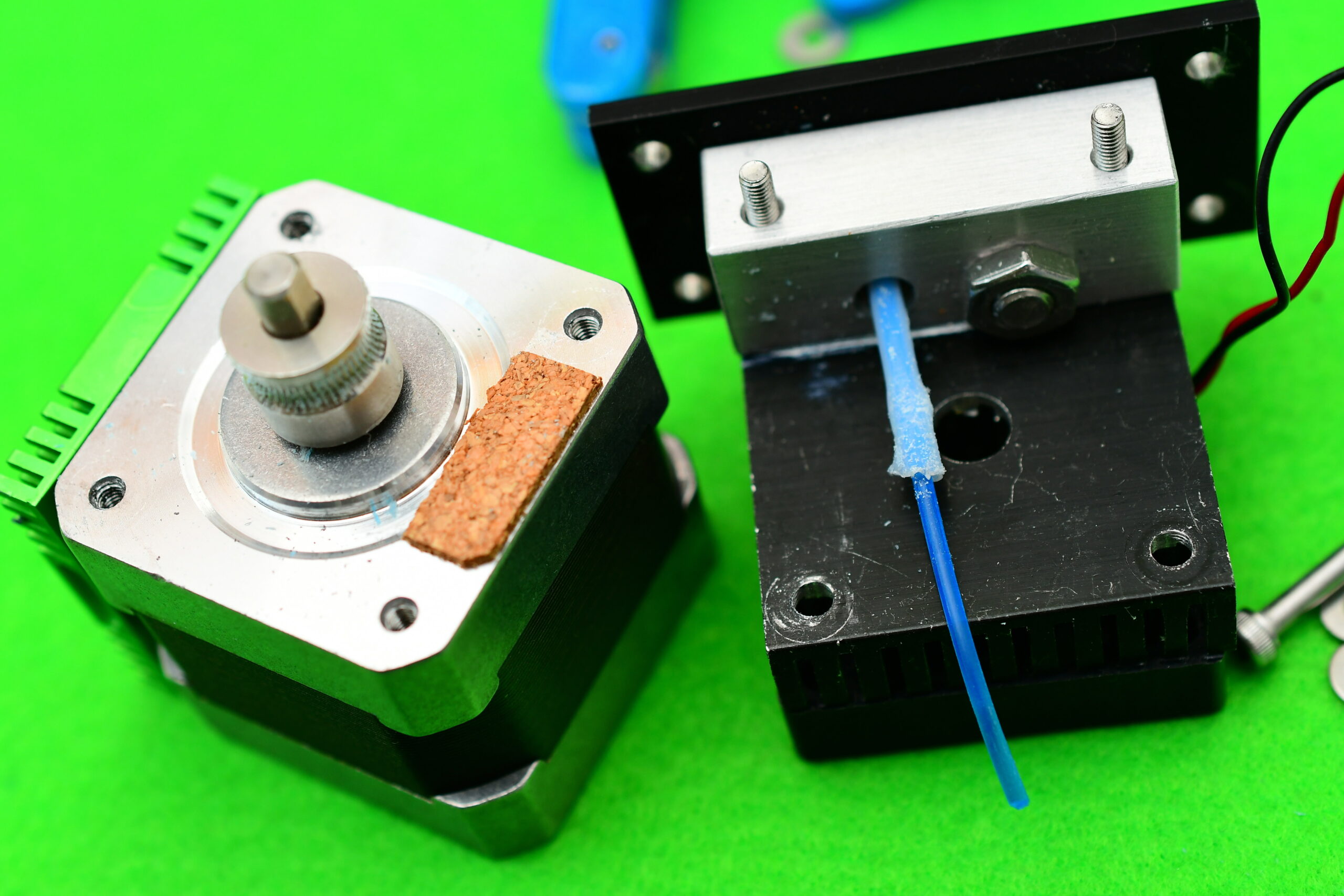
繰り返し噛みこんでしまったのか、チューブ自身が大きく削り取られています。
樹脂送りギアにもPTFEチューブの削りカスがつまっています。

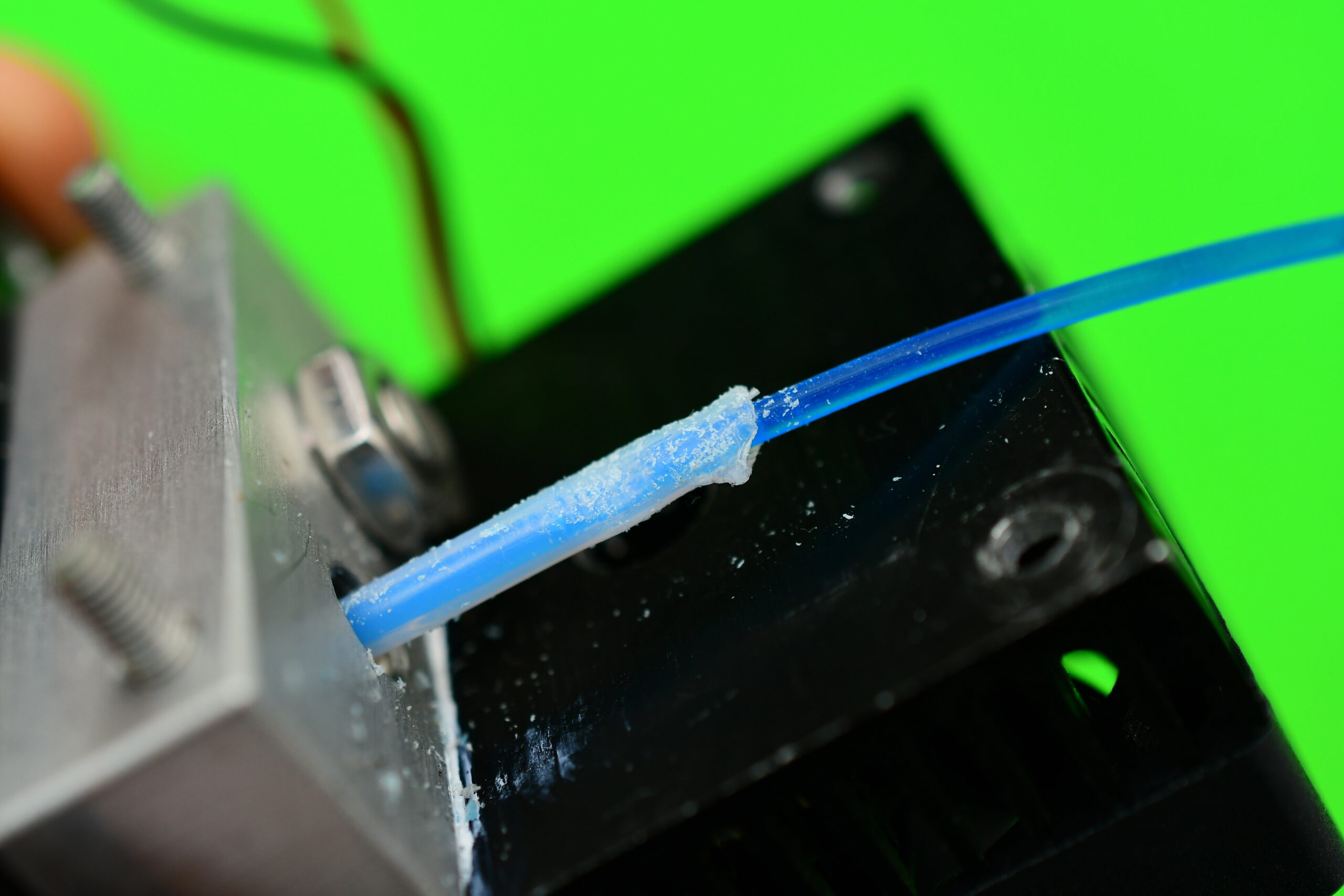
樹脂が正常に送られなかった原因が判明
写真の状況を整理すると、このようにPTFEチューブがギア部に噛みこみ、樹脂が正常に送り出せない状態となっていたようです。
そのため、手で樹脂を送り込むと印字ができるという状況になっていたのも、納得です。

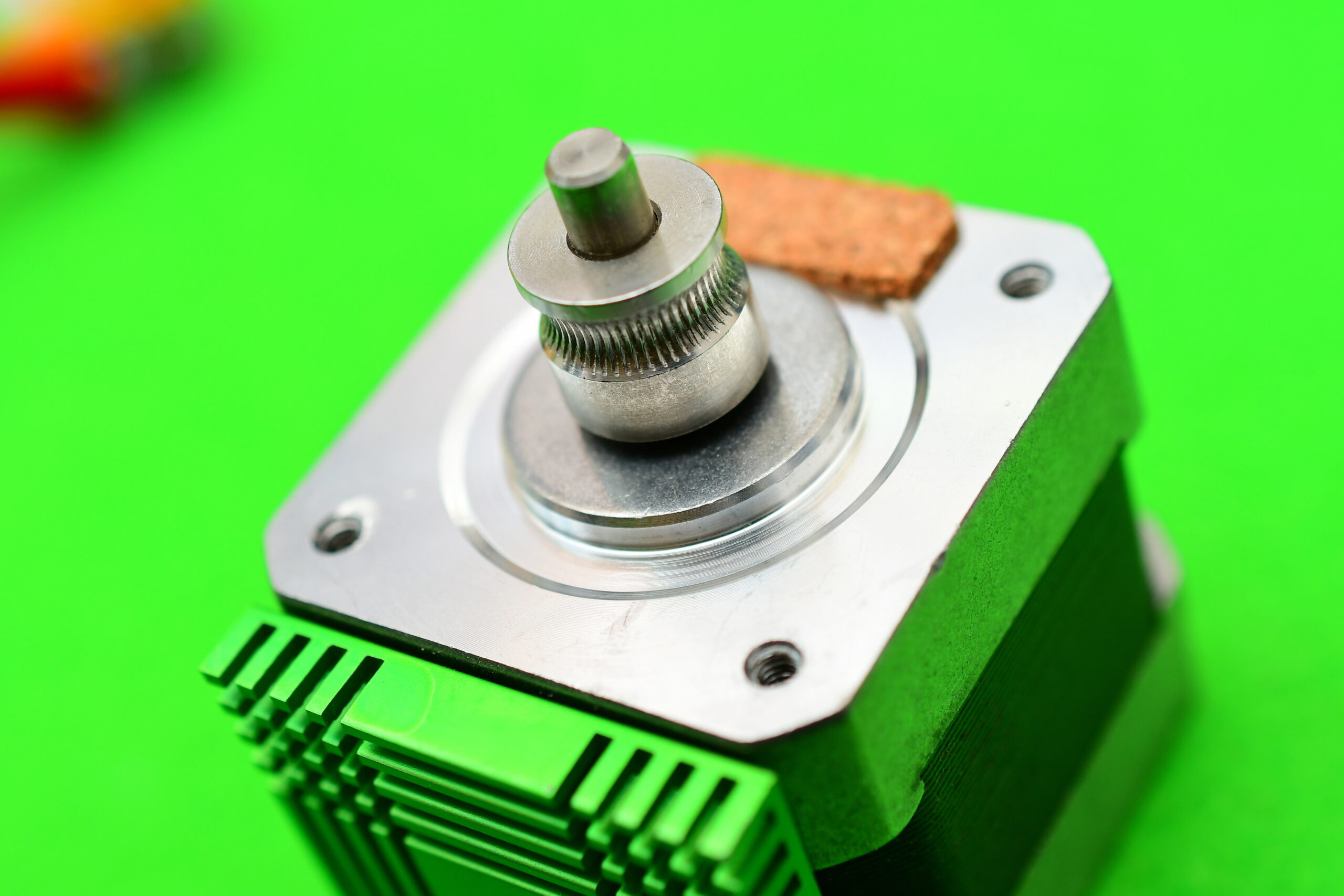
樹脂送りギア周辺の削りカスを除去しました。
この辺りは金属パーツで構成されているので、特に摩耗等はありませんでした。
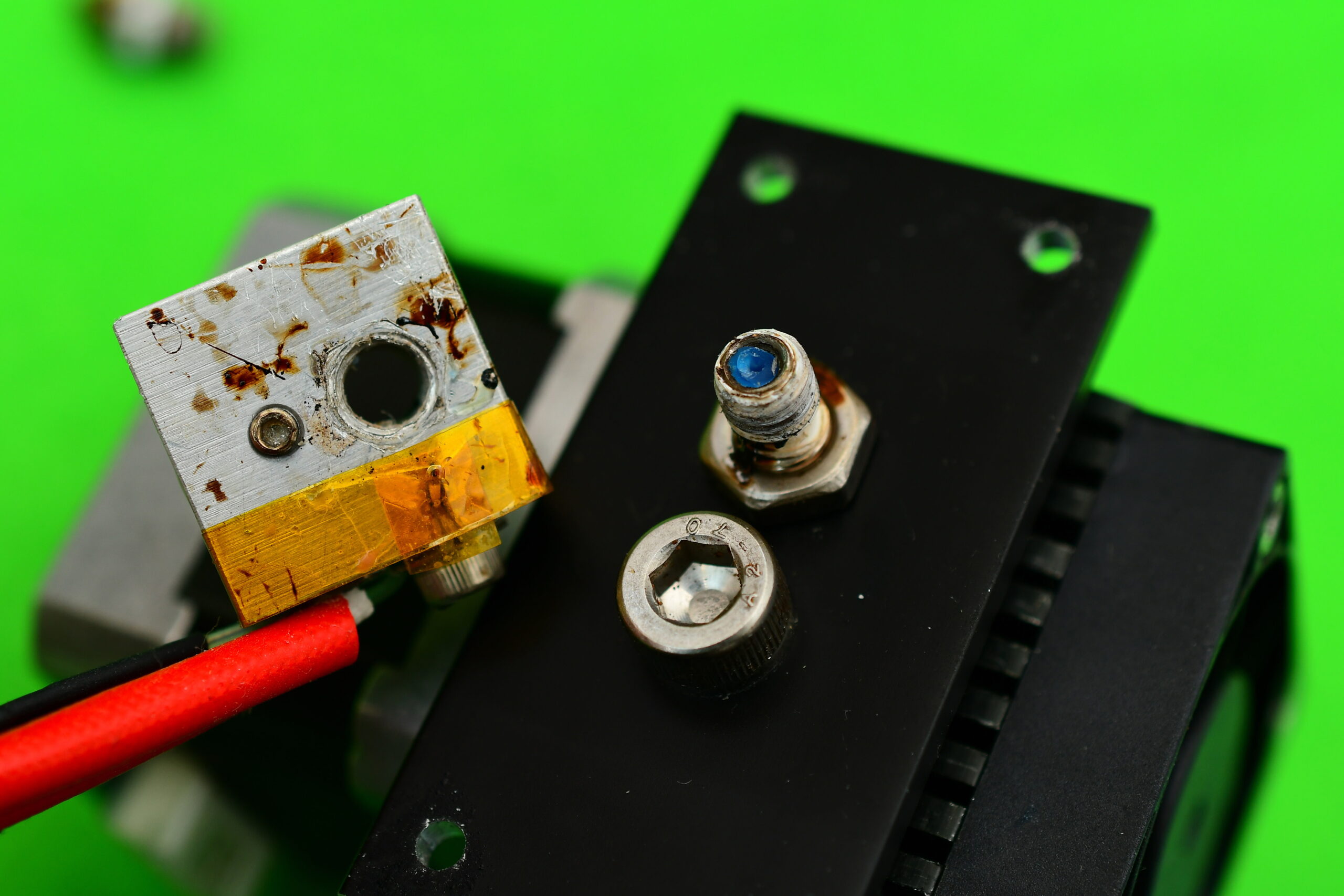
ヒータブロックをオーバーホール
3Dプリンタにおけるメンテナンスの頻度が最も高い箇所がヒーターブロックにります。
今回はノズルやスロートチューブの交換を中心に手順を紹介したいと思います。
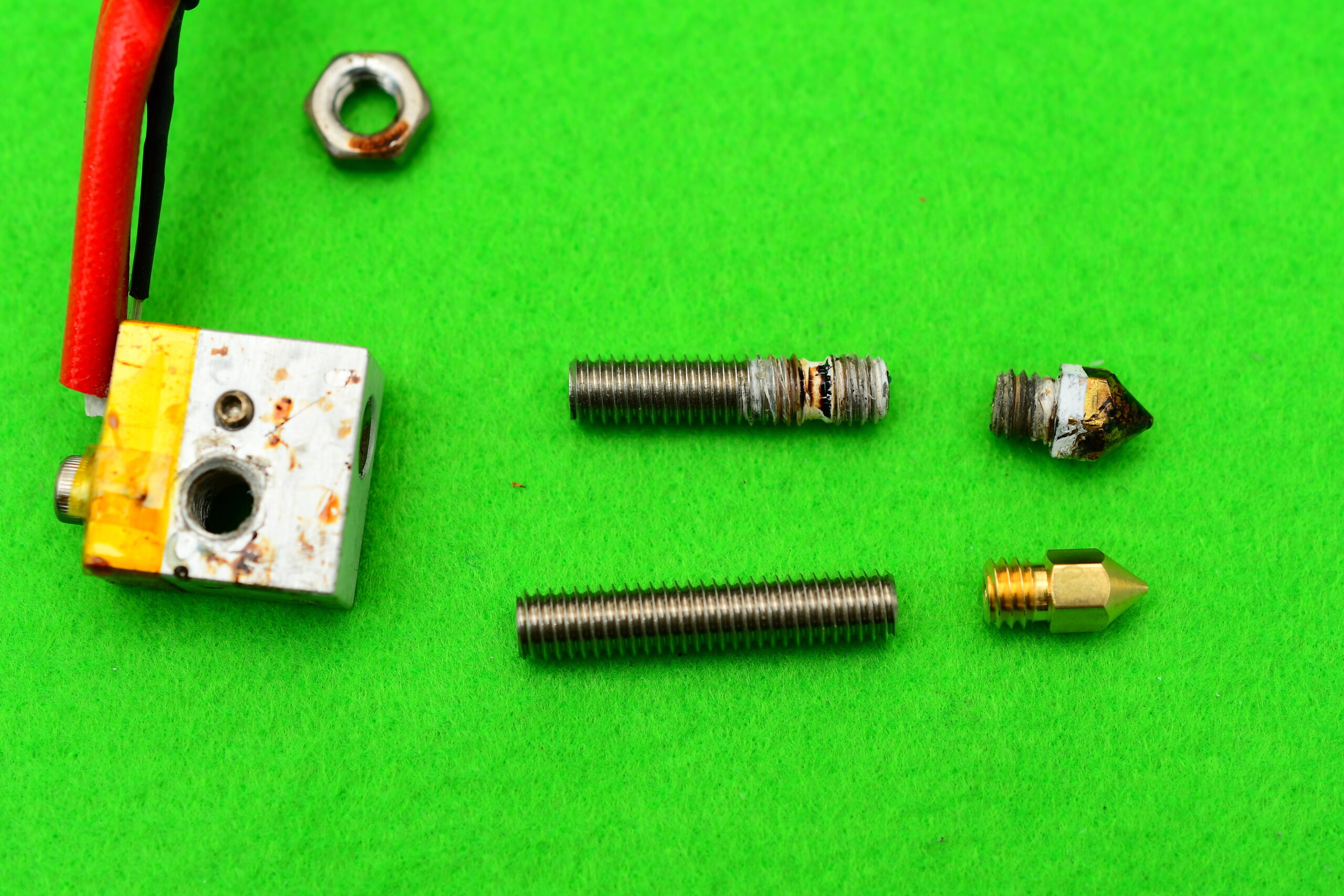
ヒーターブロックからノズルとスロートチューブを取り外しました。
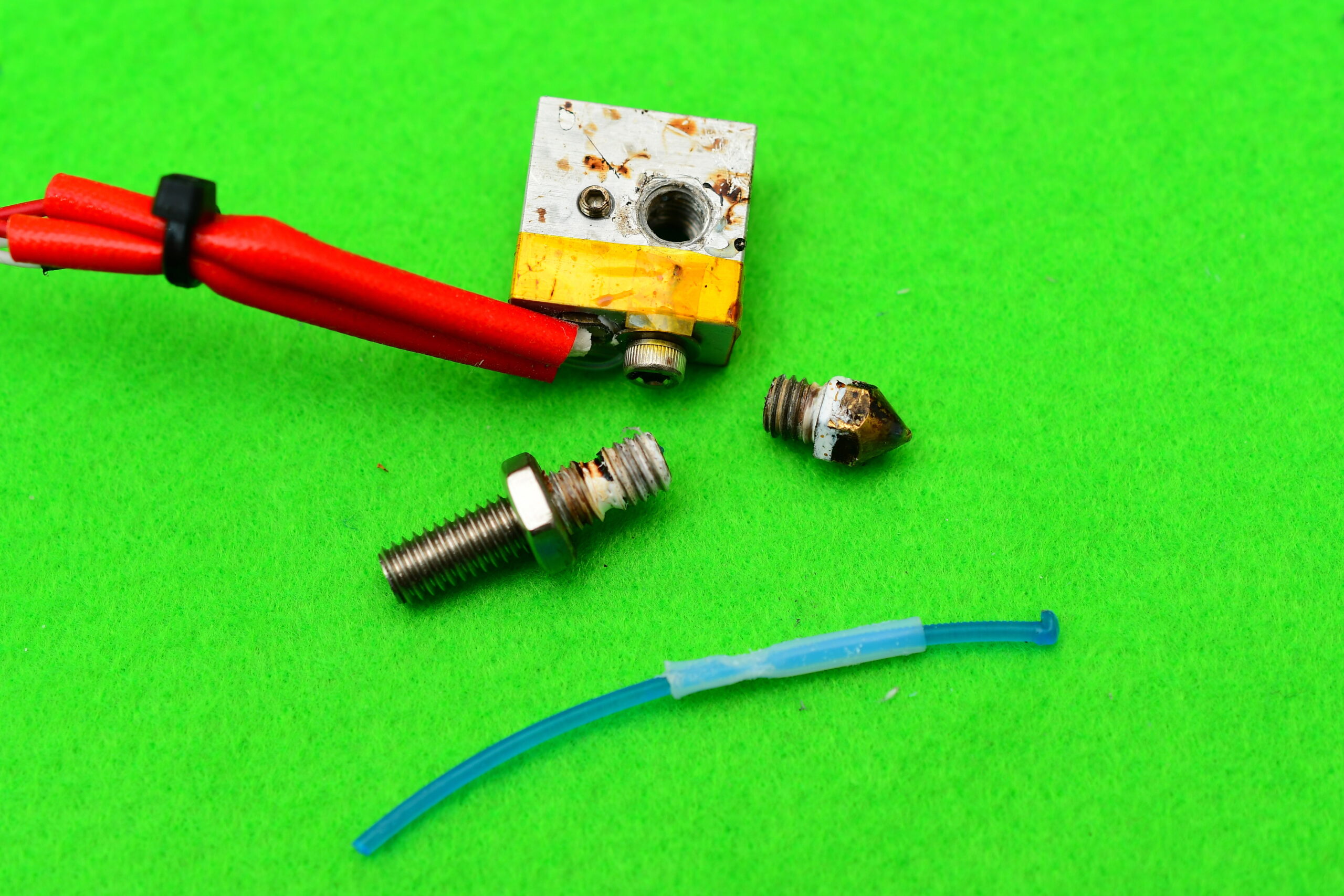
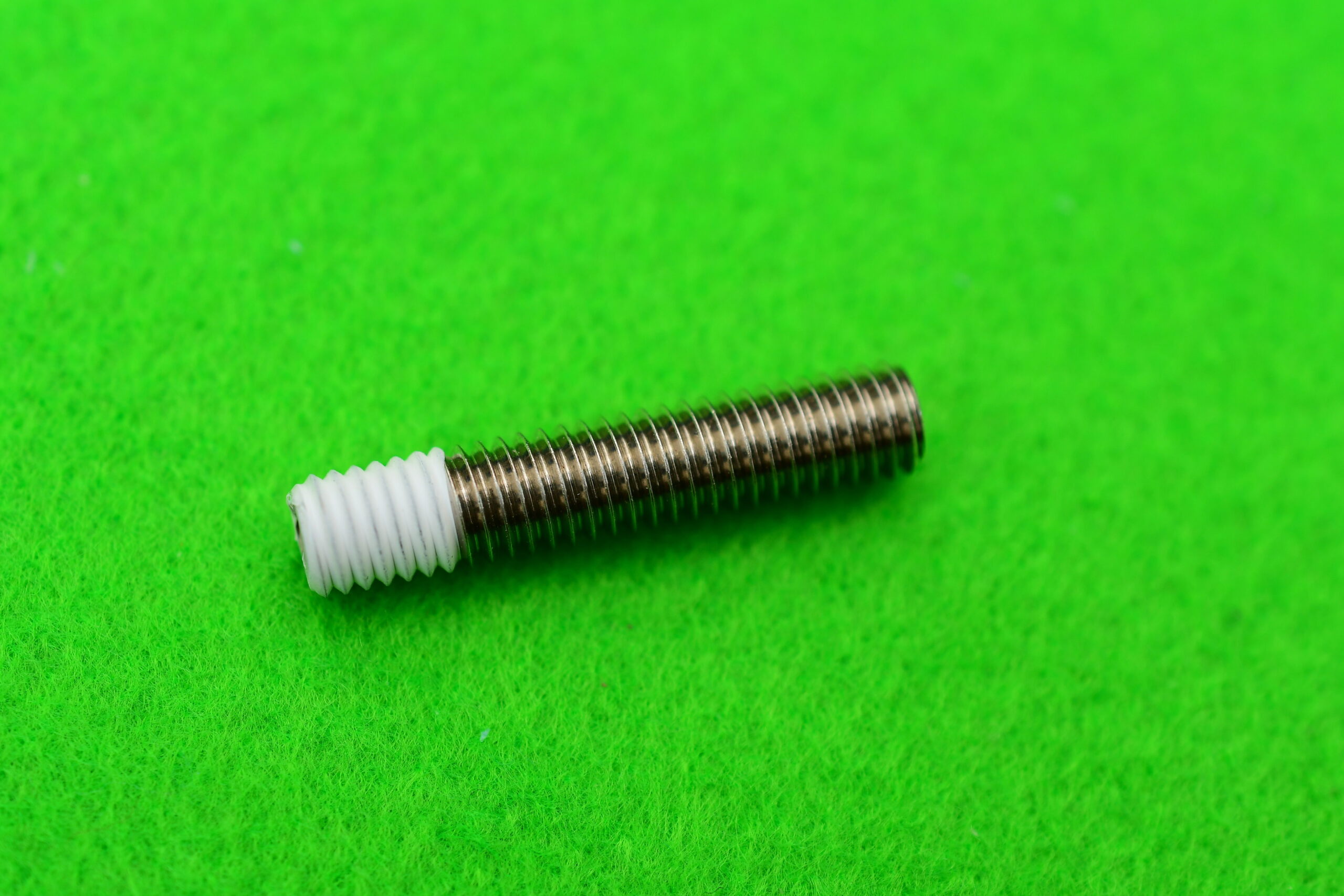
交換用に購入したノズルとスロートチューブを並べて比較してみました。
スロートチューブのみ若干長さが違いますが、その他は特に変化ありません。
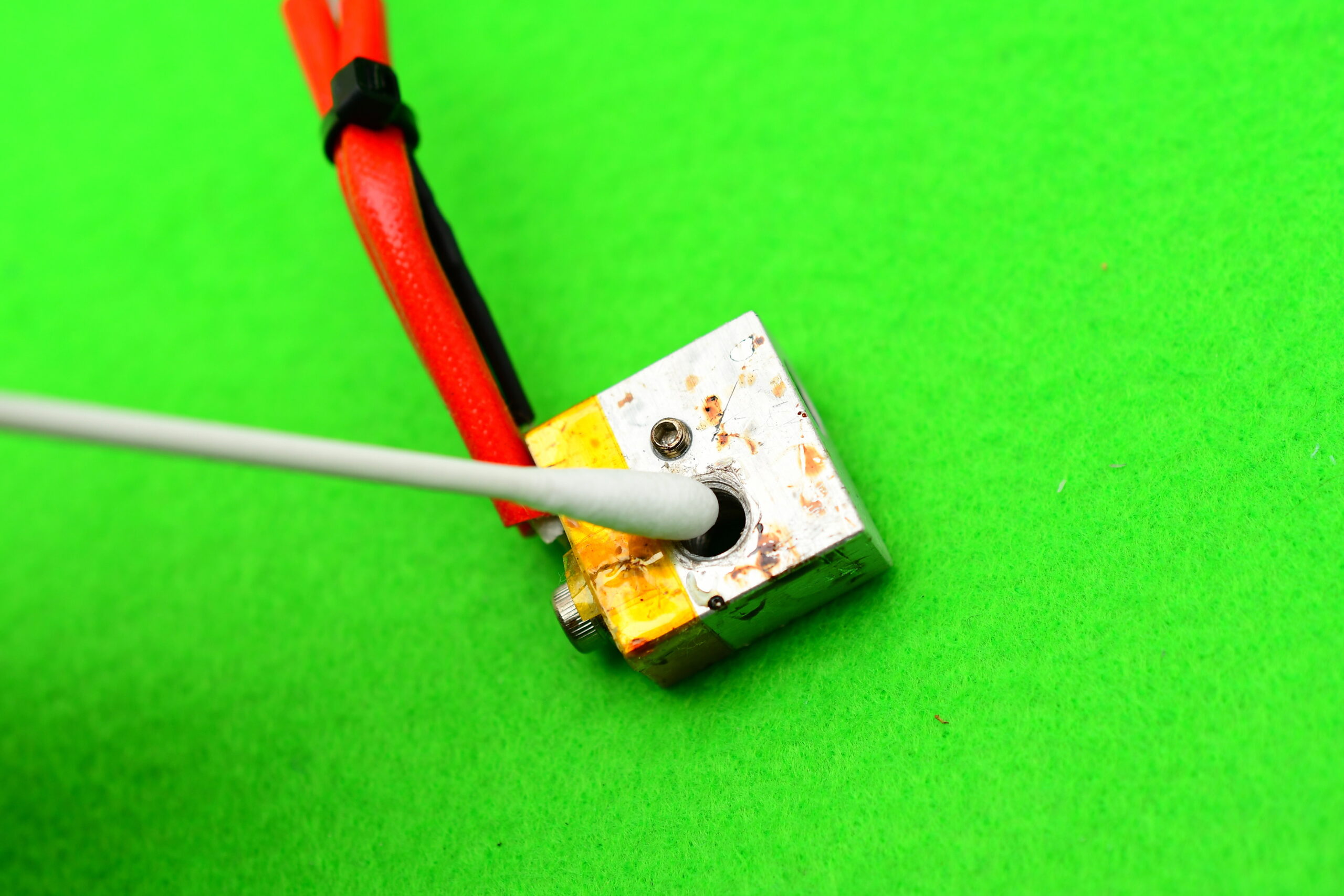
ヒーターブロックの清掃
まずはヒーターブロックの内部を清掃しましょう。
この部分には劣化したPTFEシールテープの残骸などが詰まっています。
清掃の際は綿棒の繊維が内部に残らないように注意しましょう。
ノズルの取り付け
まずはプリントノズルをヒーターブロックに取り付けしましょう。
ノズルにはPTFEシールテープが必須です。これをつけ忘れたり、取り付け方法に問題があるとプリント中の樹脂漏れにつながりますので、丁寧に作業しましょう。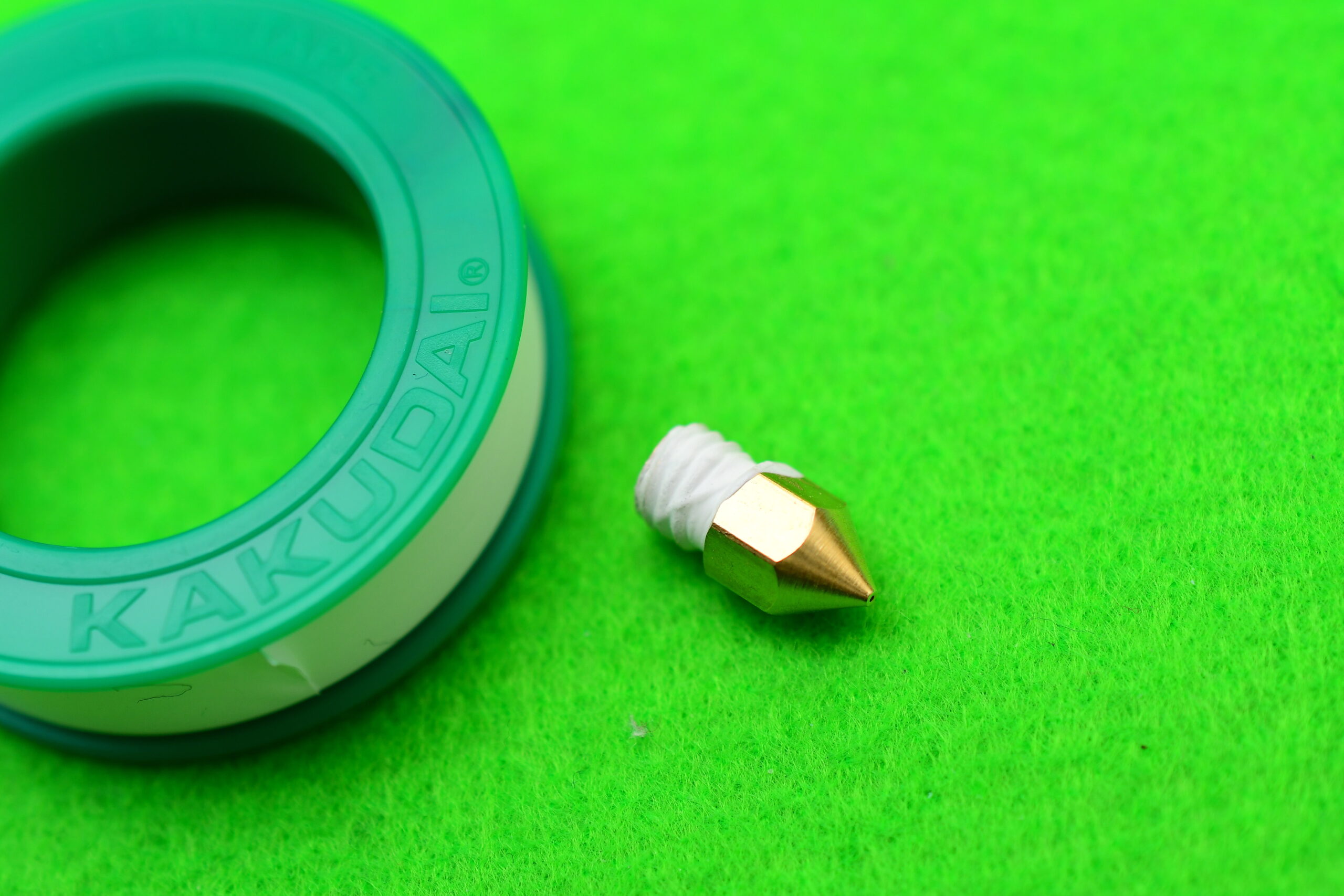

![[EMY] 3Dプリンター 交換 ノズル 1.75mm フィラメント ノズル径 0.4mm (5個セット)](https://m.media-amazon.com/images/I/415N6KOuA+L._SL160_.jpg)









スロートチューブの取り付け
続いてスロートチューブの取り付け準備をしましょう。
ノズル同様にスロートチューブにもPTFEシールテープが必須です。これをつけ忘れたり、取り付け方法に問題があるとプリント中の樹脂漏れにつながりますので、丁寧に作業しましょう。

![[EMY] 3Dプリンター ノズル スロート チューブ 1.75mm フィラメント MK8 Makerbot RepRap M6 * 30mm 5本 セット](https://m.media-amazon.com/images/I/51T3kRYbvZL._SL160_.jpg)







ヒーターブロックへの組み込み
先ほど準備したノズルとスロートチューブをヒーターブロックに取り付けます。
ヒーターブロックはアルミ製なので、あまり強い力で固定しないように注意しましょう。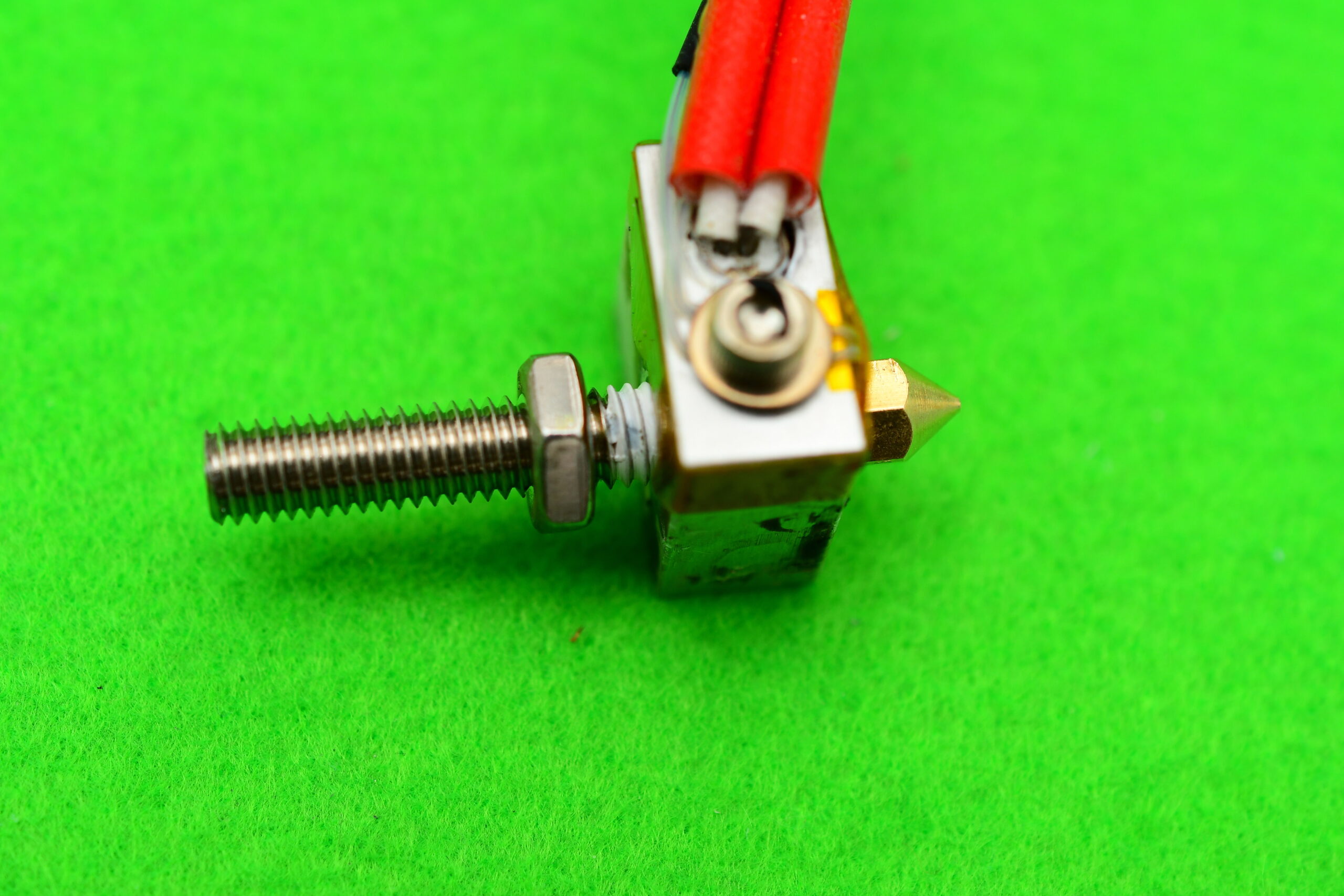
スロートチューブからのPTFEチューブ脱落防止対策
非常に簡単なひと手間ということで今回はPTFEチューブの脱落防止策について紹介させていただきます。
3Dプリント中は樹脂の引き戻し動作という動きがあり、どうしてもPTFEチューブが引っ張られる方向になります。
そこで今回のようなトラブルを防ぐためにPTFEチューブが脱落しないよう、スロートチューブに加工を施しました。
加工といっても難しいことは一切ありません。
このようにスロートチューブの樹脂挿入側をペンチで加締めるだけです☆
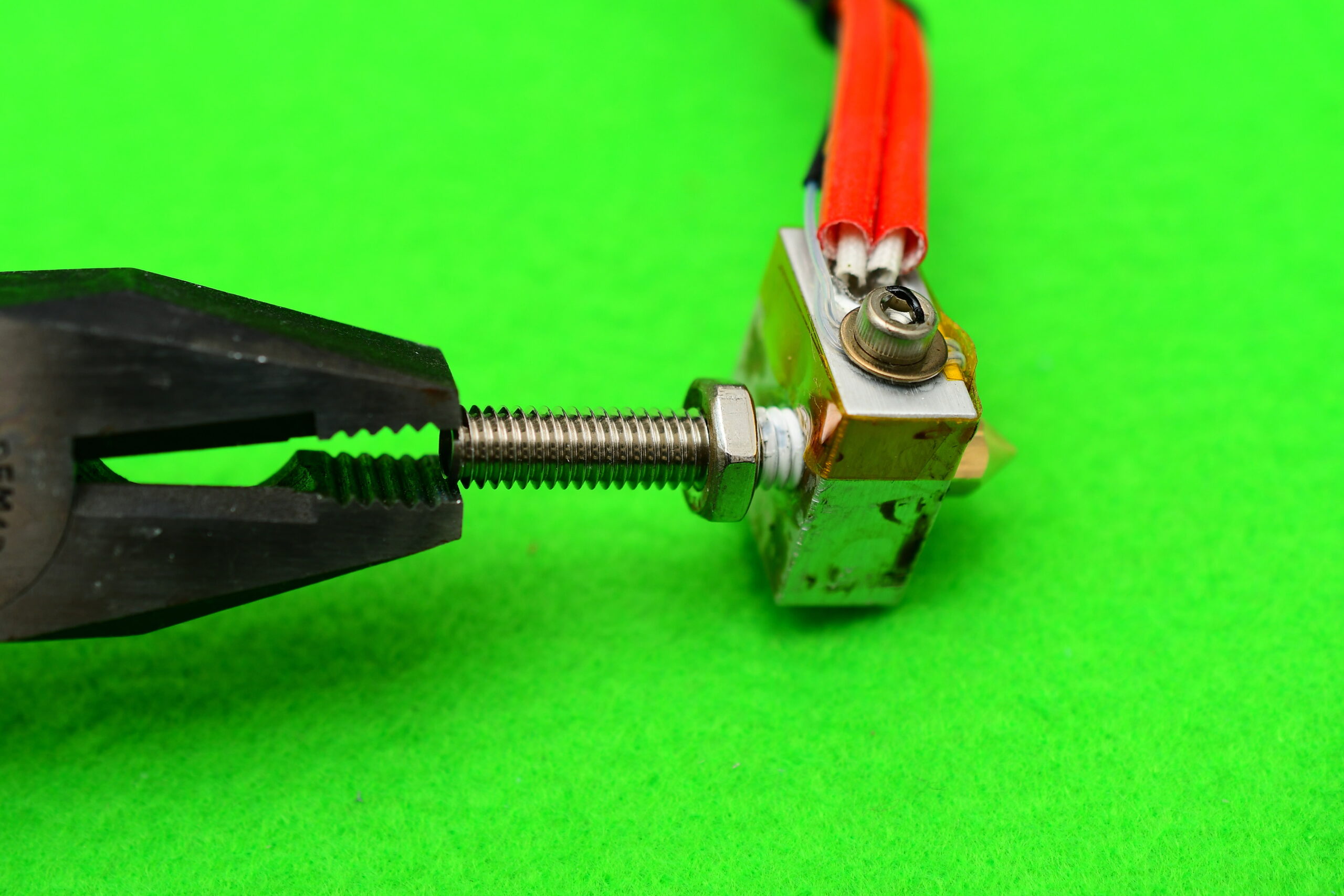
このように少し凹ませることで、PTFEチューブの脱落を確実に防止することが出来ます。

ヒーターブロック組み立て時の注意点
今回は、ノズルとスロートチューブを新品交換することでオーバーホール作業を実施しました。
ヒーターブロックオーバーホール時の注意点としては、「ビス緩み等に注意!」という事になります。
今回はノズルとスロートチューブ以外に手を加えていませんが、ヒーターコアや温度センサーなどを固定しているビスなどの緩みを確実にチェックしておきましょう。

例えば、印字中にビスが緩んだ結果、ヒーターが抜け落ちた場合を想像してみましょう。
①印字中にビスが緩んでヒーターコアが抜け落ちる。
②サーミスタの過熱がされず、ヒーターの加熱処理が継続される。
③高熱になったヒーターに樹脂やケーブルが触れて発火する。
このようなケースが想像されます。安全の為にも各部の緩みは定期的にチェックしたいですね。
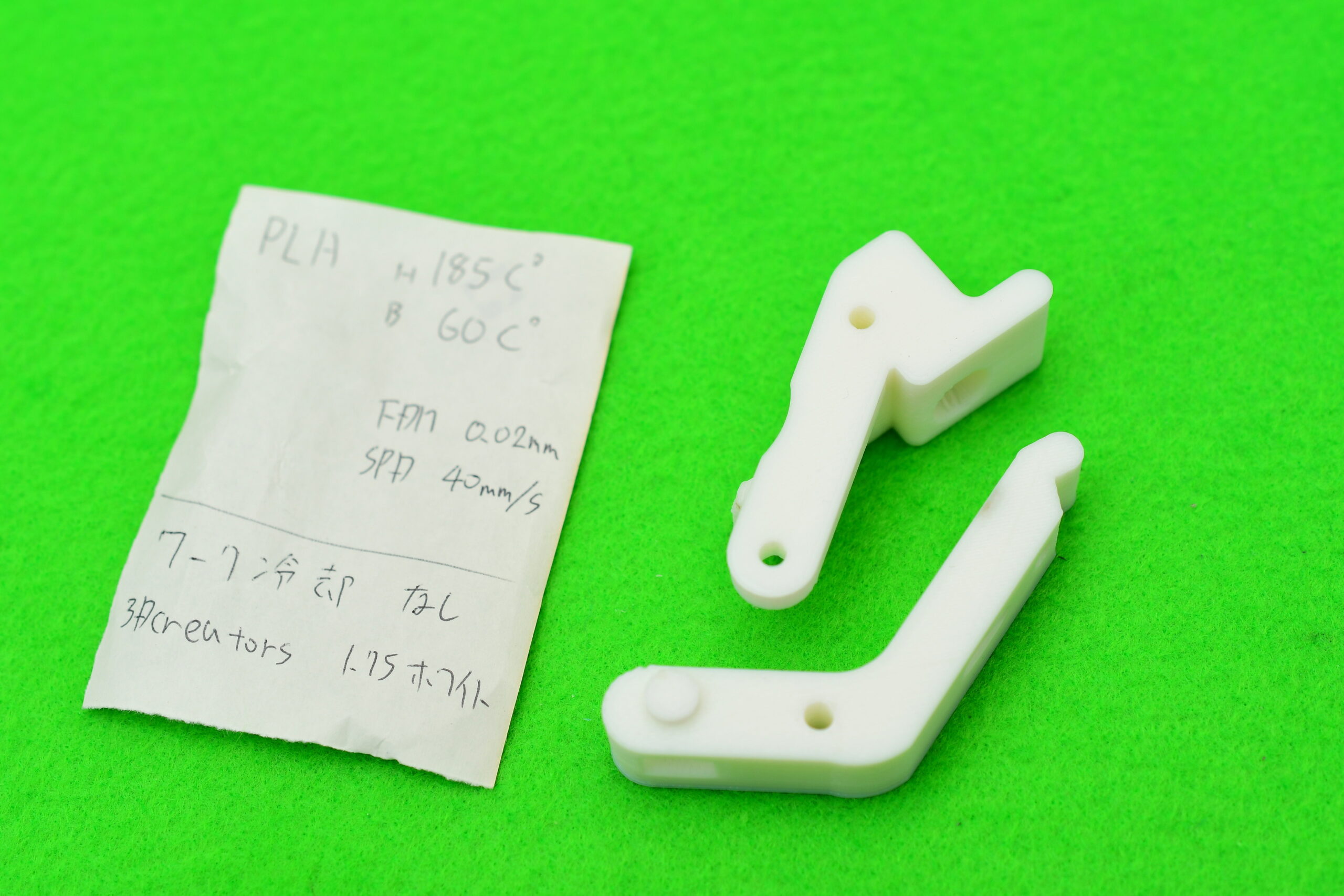
クイックリリースレバーを交換する
PRN3Dでは樹脂材料をエクストルーダ部に固定する為に、樹脂製のクリックリリースレバーを採用しています。
これは経年劣化で割れたりする部品となっていますので、オーバーホールの機会に予備パーツへ交換しておきましょう。
ノズル、スロートチューブ、クリックリリースレバーを交換することで、ほぼ新品と同じ状態になりました☆

最後に各部品を組み付けて、エクストルーダ部のメンテナンス作業は完了です。
エクストルーダ部のメンテナンスまとめ
今回は樹脂詰まりのような症状からメンテナンスを実施しました。
新品ノズルを使って印字すると印刷品質が美しく、実際にはトラブルが起こる前にメンテナンス計画を立てておきたいですね。

本来であればヒーターの累積通電時間などを基準にメンテナンス計画を立てるのが、ベストかもれませんが、簡単な方法としては樹脂の使用量を管理することでしょうか。
例えば樹脂材料を3Kg使うたびにメンテンナンスを実施するなどの管理法方法です。
良好な3Dプリント品質を維持するためにも、また安全のための点検も兼ねて、定期的なメンテナンス実施をお勧めします。











コメント