数年ぶりの3Dプリンタネタとなりますが、久しぶりにPRN3Dを稼働させようとしたら絶不調になっていました。
状況としてはエクストルーダーの送りが上手くいかず、すぐに空回りするといった状況です。
この時点でノズル詰まり等はなく、すぐには原因がつかめない状態でした。
トラブル状況:途中で樹脂が出なくなってしまう
まずは印刷サンプルから。
最初の方は調子よく印字しているのですが、Z軸方向に3ミリほど進んだ時点で樹脂が送られないという状況に。
何度印刷しても同じ症状なので、スライサーの問題かと思い調査を開始するもg-codeに問題はありませんでした。
この時点で機器不調を疑うことに。

樹脂が止まった個所を見てみると、ささくれの様になっており、突然樹脂が全く送られなくなったような状態でした。

トラブルの原因判明:エクストルーダー部品の破損
まず結論から書きます。
今回の原因ですが、エクストルーダー部のモーターに樹脂を押さえつけるパーツが割れていました。
樹脂材料を入れたり抜いたりしていると、なんだか剛性感の抜けきった操作感からこの個所の異変に気付きました。
無残にも破壊されてしまったクイックリリースレバー
このようにクイックリリースレバー側がボルト穴の軸からポッキリ・・・
この個所は強いバネ機構によって常時力がかかっている個所となります。つまり3Dプリンタを運転しない状況でも常に樹脂に対して応力がかかりり続けており、長期保管という状況だけで割れてしまいました。
ここが割れていると樹脂を全く送ることができず、同部品の再プリントすら不可能です。

手持ちの瞬間接着剤で修復を試みる
まず同じ部品を再プリントしようにも、この個所が壊れていると致命傷です。
というわけで、手持ちの瞬間接着剤を使って修復しました。
しかし、この部品は強いバネ機構によって応力がかかります。
その程度の修理では強度が全く足りず、取り付け時点で再び真っ二つに・・・
人力で樹脂を送って破壊された部品を再プリントしてみた!
というわけで、なんとか壊れたクイックリリースレバーを再プリントしない限り、3Dプリンタは使うことができません。
しかもこの個所が壊れており再プリントも困難です。最初は輪ゴムや結束バンドで圧をかけてみましたが、まったく歯が立たず。。。
という訳で、エクストルーダーに頼ることはせず、手で樹脂を送り続けること約2時間。。。
なんとか新しい部品を作ることができました。
樹脂送り量は手作業による目分量なので精度や積層厚などメチャクチャですが、何とか形になりました。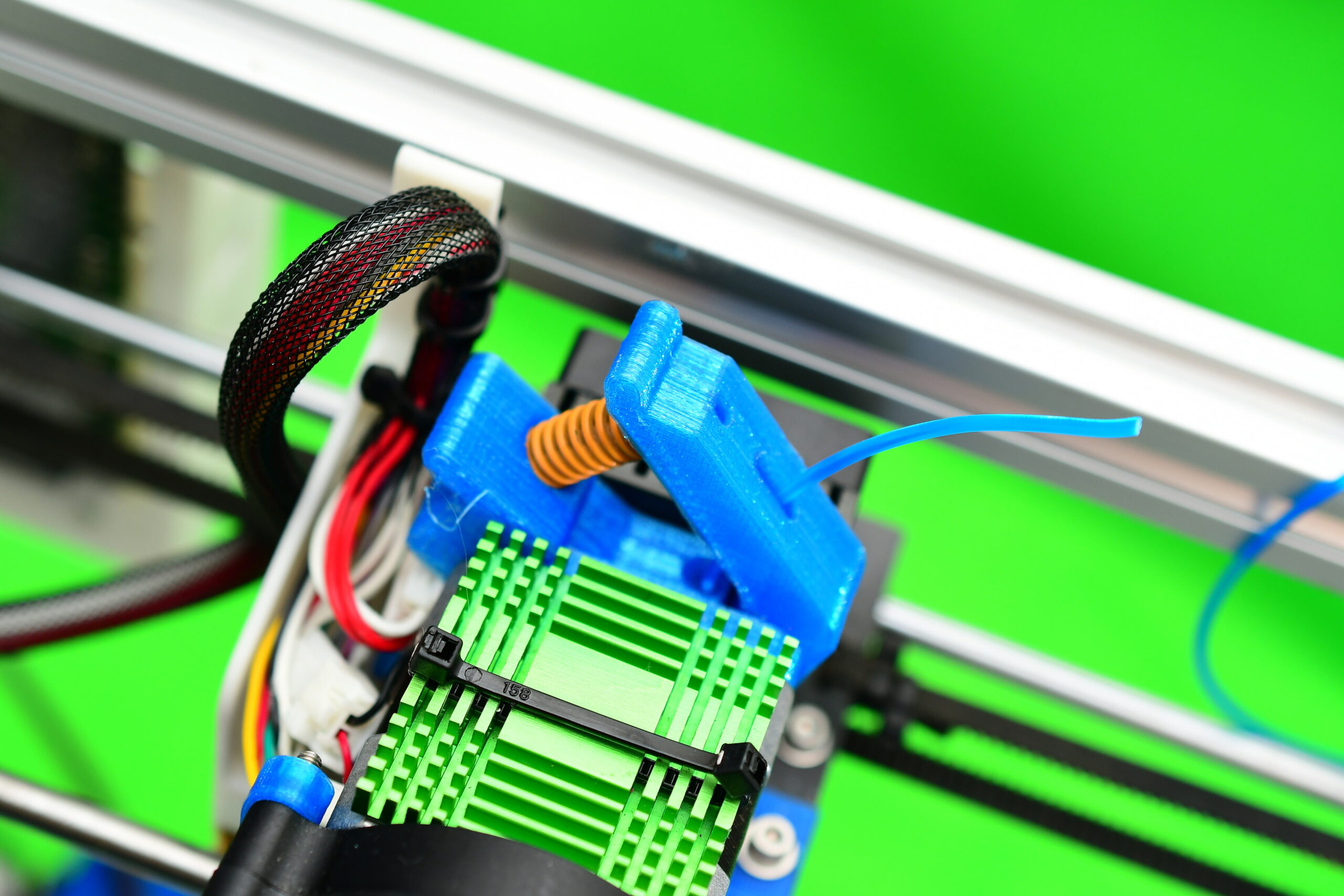
恐る恐る取り付けてみましたが、すぐに破壊される事はなく何とか運用を再開することができました。
ただし、積層間の強度がなくいつ壊れてもおかしくない状況なので、この状況で予備パーツを再プリントしておく必要がありますね。

なんとか復活してよかったですが、やはり3Dプリンタが1台しかない状況ではこのような故障時に困りますね。
今回は熱や応力に耐える必要があるクリックリリースレバーでしたが、すべてのパーツに対して予備パーツを構えておくという事も考慮しておく必要がありそうです。
今回のパーツ破損を機会にメンテナンスを計画する
今回は使っていなくても機械は故障するという事を身をもって体験する形となりました。
様々な個所を調査しみると、応力がかからない部品に関しては、クラック等は見受けられずPLA樹脂といえどもそれなりの対候性、耐久性はありそうです。
またリニアブッシュ等の機構パーツに関しても特段大きな不具合はありません。
若干グリス類がドライアップしてしまっている個所があったので、この辺りは定期的なグリスアップが必要ですね。
今回の軽故障はよい機会!と受け止め、その他の個所も含めて様々な個所をチェックしてみる事にしました。
メンテナンス計画① ノズル交換
やはり定期的なメンテナンスが必要なる部品といえば、プリントノズルでしょう。
今まで一度もノズル交換をしたことがありませんでしたが、価格も安いのでamazonで5個セットを購入しておきました。

![[EMY] 3Dプリンター 交換 ノズル 1.75mm フィラメント ノズル径 0.4mm (5個セット)](https://m.media-amazon.com/images/I/415N6KOuA+L._SL160_.jpg)









PRN3Dは0.4mmノズルなので、今回は同仕様の物を選んでみました。
5個セットでわずか数百円と格安なので、今後は定期交換を心掛けたいですね。

0.4mmかどうかの計測はしていませんが、穴径は大体そろっている模様。
ただ、穴のまわりに関しては金属部の直径にばらつきがありますが、大きな影響はないでしょう。

ノズル部分をさらに拡大してみました。
これが数百円!と考えれば、大満足の品質です。

メンテナンス計画② スロートチューブの交換
スロートチューブもノズルやヒーターブロックと接続されており、常に高熱にさらされる部品です。
また中にはPTFEチューブが入っており、熱による劣化が避けられません。
本来であればPTFEチューブだけの交換でも良かったのですが、amazonでPTFEチューブ入りのスロートチューブが安かったのでこちらを買うことに。
PTFEチューブ付きのスロートチューブが5本セットで数百円と非常にお買い得となっていました。
![[EMY] 3Dプリンター ノズル スロート チューブ 1.75mm フィラメント MK8 Makerbot RepRap M6 * 30mm 5本 セット](https://m.media-amazon.com/images/I/51T3kRYbvZL._SL160_.jpg)







メンテナンスに必要な消耗パーツなど
今回はノズルなど、樹脂経路を中心にメンテナンスを始めてみる事にしました。
その為、以下のような物もそろえておくことに。
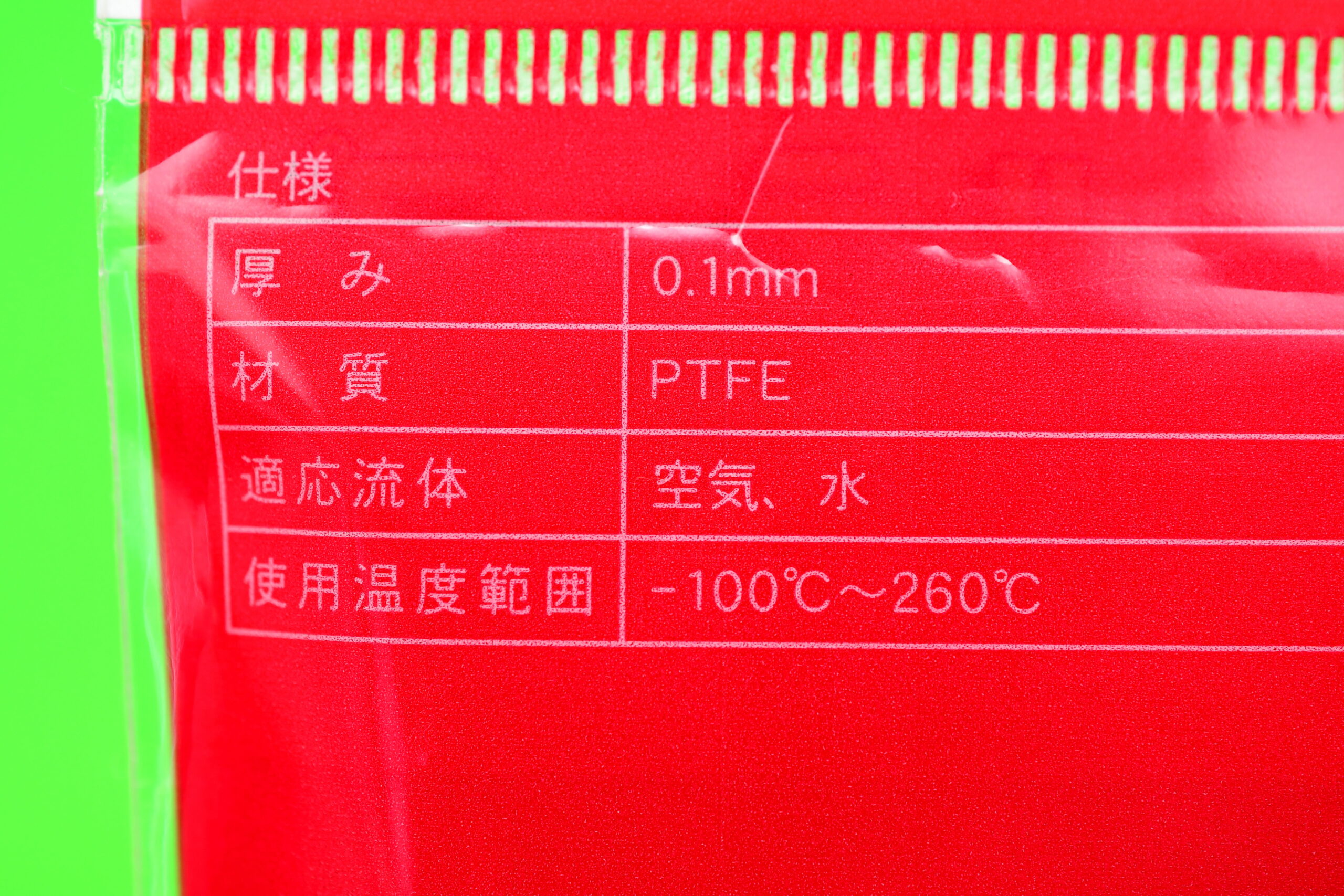
シールテープ
ノズル廻りの樹脂漏れなどを防止するために必ず必要となるものです。
価格も安いこと、今後も継続利用することから購入してみました。











ちなみにシールテープの素材もPTFEとなっており、耐熱温度は260℃までOK。
ABS素材のプリントでも十分耐えることができますね☆
カプトンテープ
続いてカプトンテープです。別名としてポリイミドテープなどとも呼ばれます。
こちらも耐熱温度が高いテープなので、プリントヘッド廻りのセンサー固定など、様々な用途があります。
amazonを眺めていると、様々な幅の物がセットになって売られていたので、購入してみました。
工具:六角レンチ
様々なボルトを着脱する必要があり、今回はついでにHOZAN製の六角レンチも3本買ってみました。
もっと長さがあるものを買おうとしていたのですが、説明を読み違えて短い物を買ってしまいました。
やはり工具類は近所のホームセンターで現物を見て選ぶのが一番ですね♪










ショートパーツ類
ボルトやナットなど、ショートパーツも揃えておいて損はないでしょう。
特にボルトやナットが不足して作業が止まってしまう!そんな悲しい事を避けるためにも、様々なサイズを常備してきたいですね。
まず分解。で利用しているPRN3DではM3やM4のボルトを多数使用しているため、それらを中心にホームセンターで買ってきました。
プリント材料
プリント材料も数年前に購入したものしか残っていなかったので、在庫していた樹脂は柔軟性を失ってもろくなっていました。
今回は白のPLA樹脂とヒートベッドに貼り付けるマスキングテープを購入しました。
これで補修用の予備パーツをどんどんプリントしたいと思います。
















3Dプリンタトラブルのまとめ
今回のトラブルは長期保管による未使用状態での故障発生となりました。
やはりプリント作成した部品は長期にわたり応力を受け続けると破断に至ります。
今回は積層方向ではない方向に亀裂が入ったこともあり、若干驚いているところでもあります。
また全体的にボルト類の緩みなども発生していました。
これは振動等によるものではなく、長期間樹脂が締め付けられた結果、伸縮したと考えるのが妥当です。
では次回は実際にエクストルーダー部を中心にメンテナンスの様子を記事にしたいと思います。

コメント