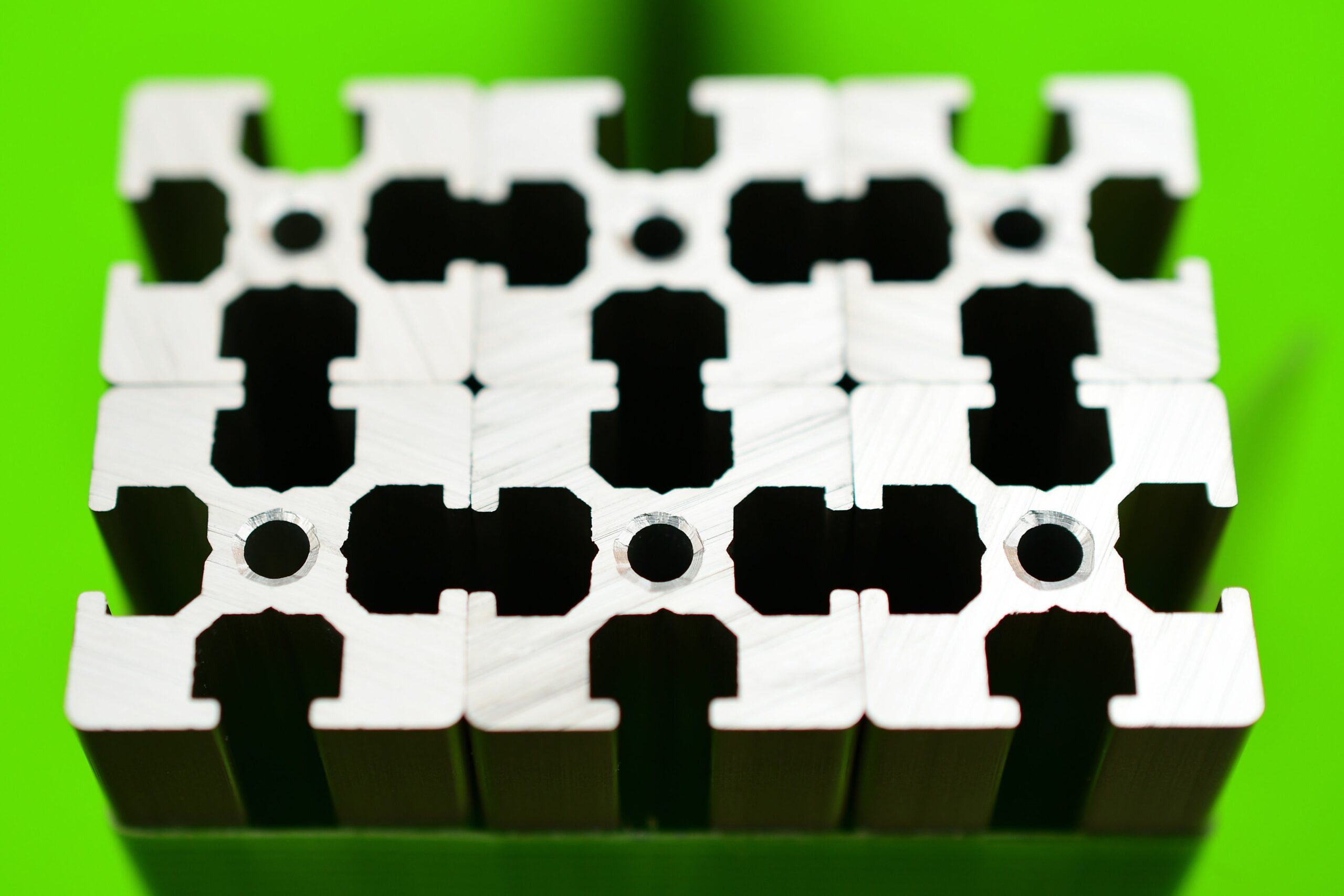
Fraxinus – フラクシネスはKINGROON製のKP3Sをベースとし、筐体フレームは市販のアルミフレームを利用します。
しかしアルミフレーム自体に穴あけ加工やタップ加工を施して固定するという方式のため、安価かつコンパクトに組み立てる事が可能となっています。
今回はタップ作業の様子を紹介したいと思います。
タップ作業のために準備したもの
タップハンドルのセットは10年ほど前に購入したまま眠っていたものですが、ようやく活躍の場ができました。その他は今回の作業のために揃えたものになります。
3Dプリンタの制作においては工具類が増えていくのは仕方ない事ですが、今後の事を考えると品質の良いものを選んでおきたいところです。

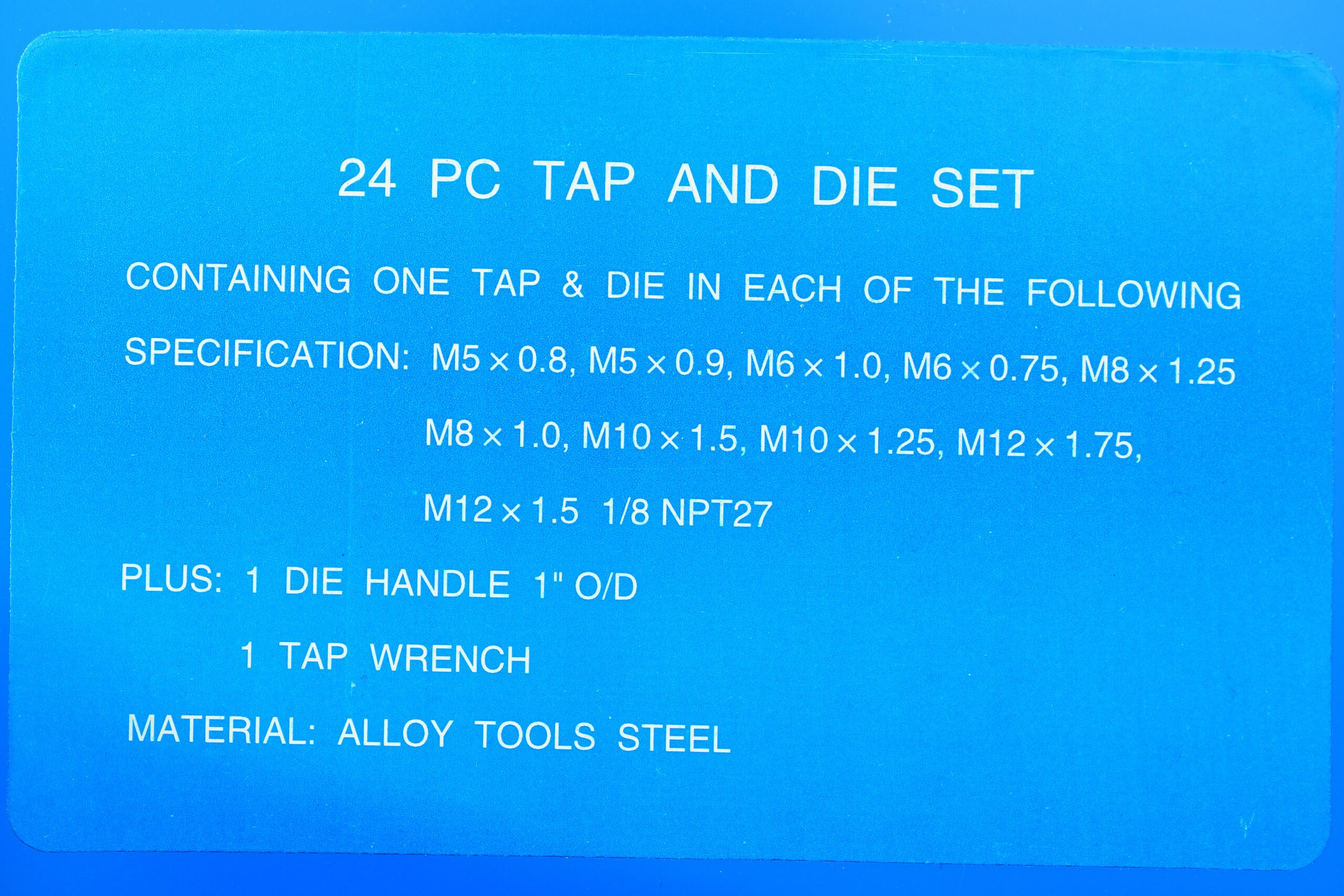
タップハンドルセットです。
10年ほど前に購入した物ですが、当時はおそらく2000円もしなかったと思います。

今回使用したかったM3とM4のタップは付属していませんでした。
そのため、ハンドルのみ使用する事にして、タップは別途購入することにしました。
今回購入したM3とM4のタップです。
M3タップが2種類あるのは引っ越しのドタバタで行方不明となっていたため、重複して購入してしまったものです。消耗品と考えれば複数あることは問題ナシ!

最初は簡単なM4タップ作業から
タップは細いものほど折ってしまったりと失敗しやすいもの。
FraxinusではM3とM4のタップ作業が必要ですが、まずは簡単なM4から始めましょう。 
アルミフレームをバイスに固定して作業の準備を行います。
垂直方向を意識してまっすぐに立てましょう。

M4タップを用意します。
これは国産品なので精度その他含めて安心です。

タップハンドルに固定しました。
グラつきが無いように、しっかりと固定しましょう。

タップ時には摩擦によるカジリ等を防ぐために、オイルを塗布します。
タップ専用のオイルなども販売されていますが、何もつけないよりは適当なオイルでも問題ありません。
(写真はパナソニックシェーバーに付属の流動パラフィン:ミネラルオイルです)

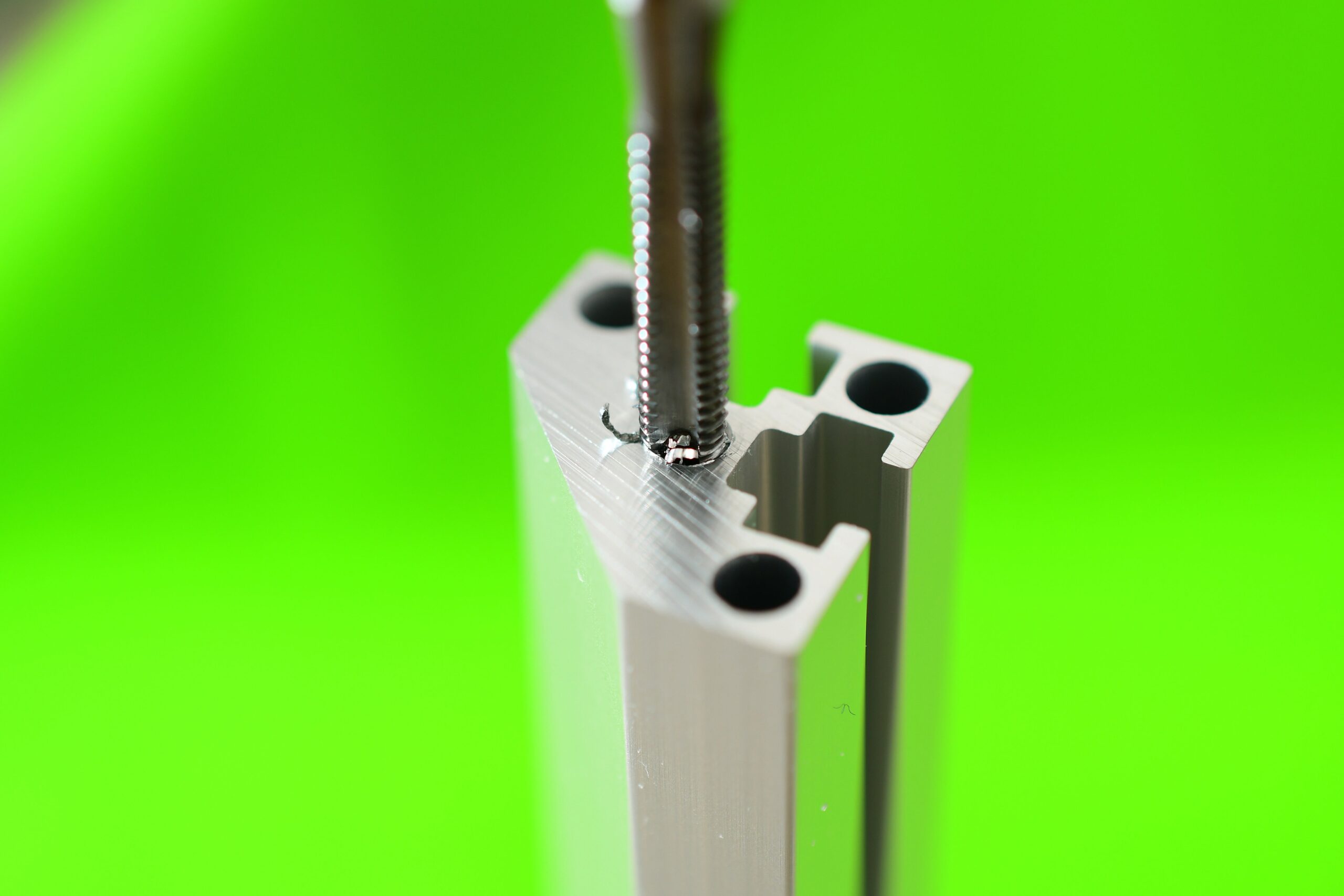
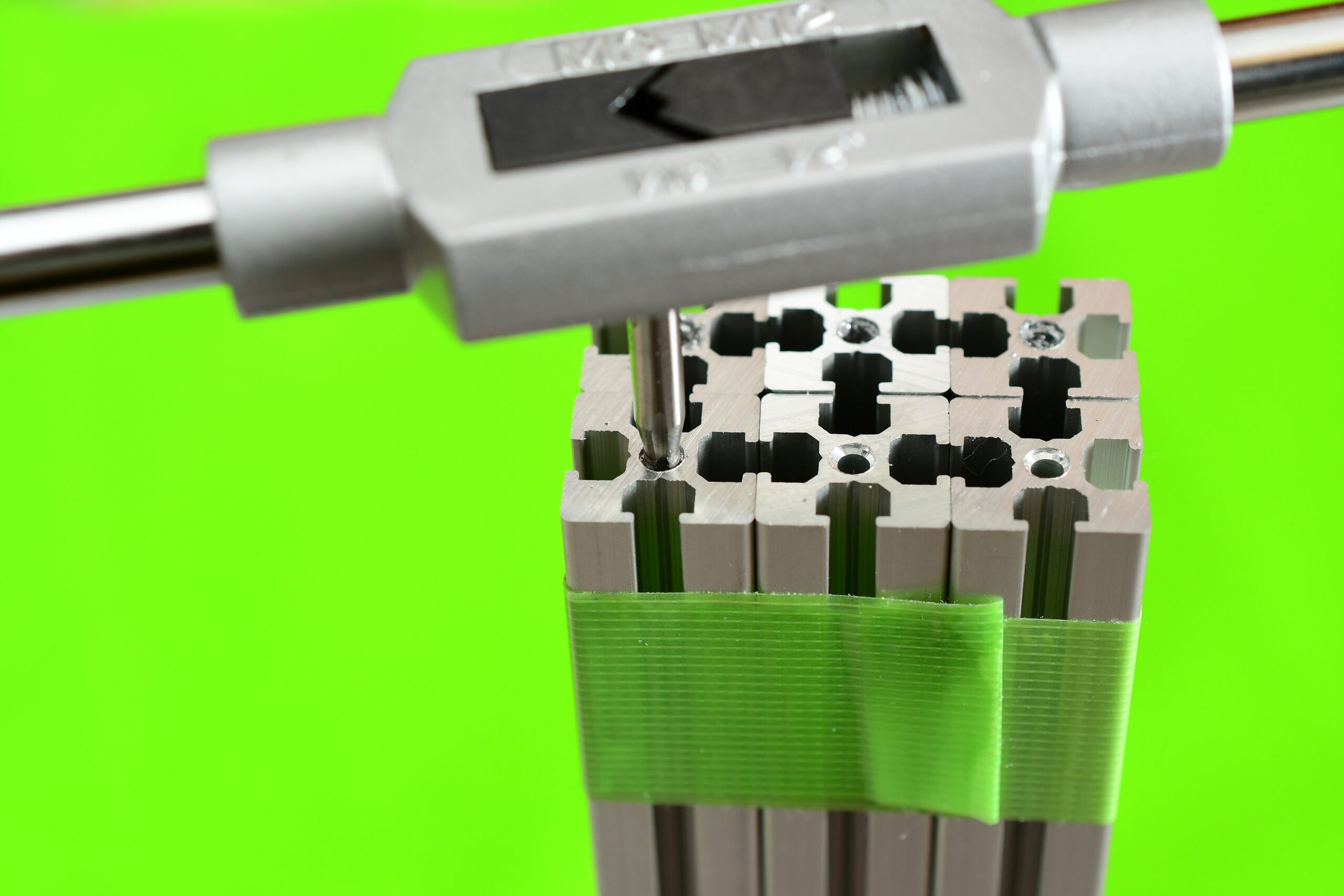
タップ先端にオイルを塗布して、垂直にフレームの穴にタップを立てます。
後は丁寧にゆっくりと時計回りに回していきます。
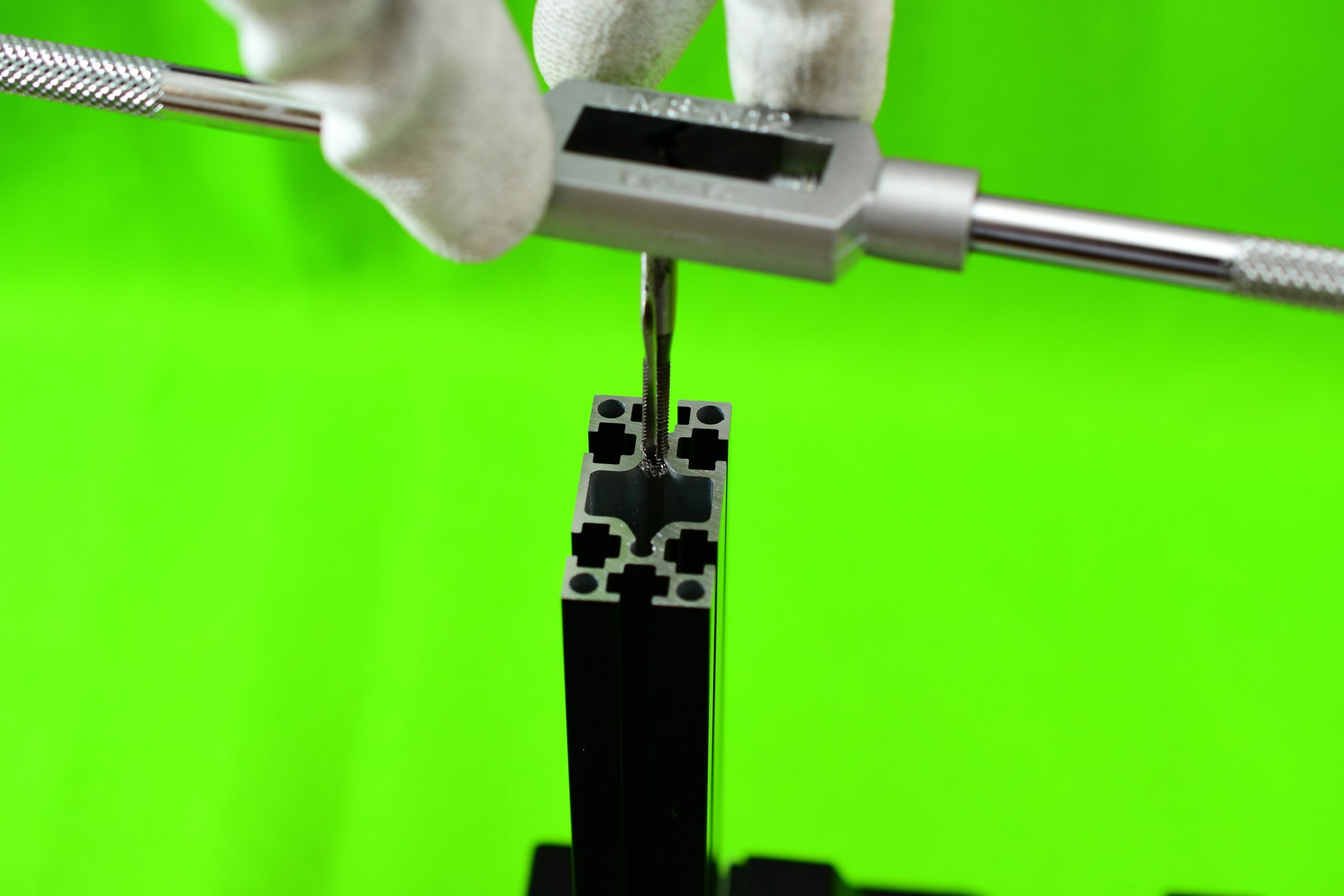
この時、削りカスが発生しますが、基本的にはタップの溝から排出されます。
ハンドルが少し硬いと感じたら、一度反時計回りに回してから、再び時計回りに回していきましょう。
(時計回り2回→反時計回り1回、の流れを繰り返すようなイメージです)
規定の深さまでタップ作業が完了しました。
ダストはエアーでしっかりと飛ばしておきましょう。パーツクリーナーよりエアーダスターの方がしっかりと排出できます。
2カ所ともタップ作業が完了したので、M4ボルトをゆっくりと入れていきます。
うまくタップできていれば手で簡単に回ると思います。
硬くて回らない場合は無理せず、再度タップ作業をやってみても良いでしょう。

ボルトは垂直にまっすぐ入っています。タップ作業自体は成功です。
特にM4サイズに関しては難しいことはありませんので、慎重に作業することを意識していれば大丈夫です。

続いてコーナーフレームのタップ作業です。
こちらもM4なので、それほど難しくはありません。

こちらの部品の方が垂直が出しやすいように感じますね。

先ほどの部品より、ダストは溜まりやすいですが、とにかく時計回り→時計回り→反時計回りの動作を繰り返す事を忘れなければ大丈夫でしょう。
垂直方向を意識して、まっすぐになるように。

時計回り→時計回り→反時計回りのパターンをひたすら繰り返します。
面倒だからと、電動ドリルなどを使えば一発で折れてしまいますよ。。。

このようにダストが溜まりやすいので、ハンドル自体が重くなって来たように感じたら、迷わずダストを拭き取るようにしましょう。無理やり回さなければ失敗することはありません。
この程度の深さまでタップが出来ればOKです。
作業後はエアーダスターでしっかりと切粉を除去しておきましょう。

M4ボルトがキレイに入りました。

続いてメインのM3タップ作業
続いてM3サイズのタップです。
基本的にはM4と同じやり方になりますが、タップが細いため、折れてしまったりする可能性は高くなります。
しかしそれほど心配は不要で、M4で作業したことを思い出しながら慎重に作業すればOKです。
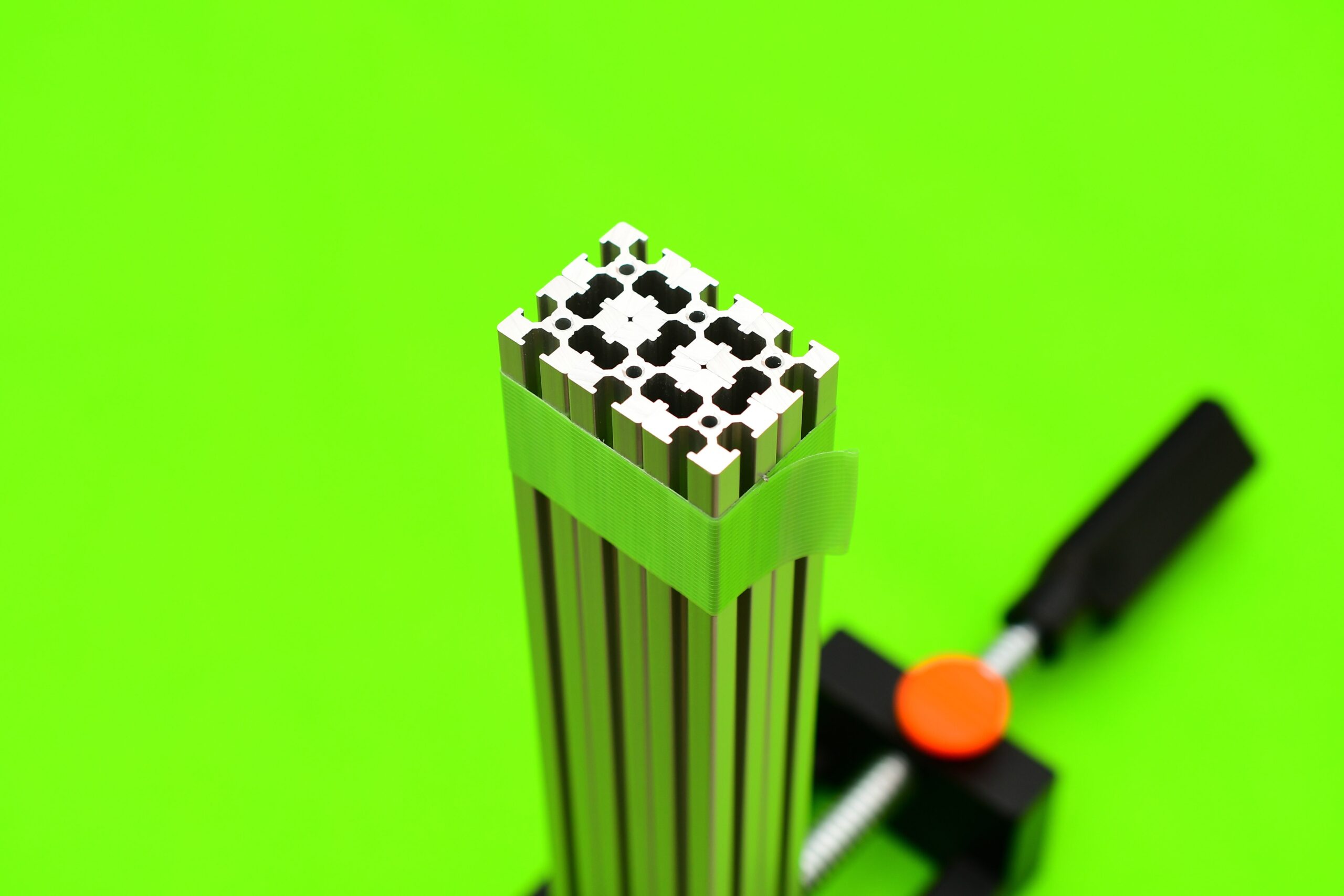
M3タップは数多くの場所に施す必要があるため、複数本のアルミフレームを一本にまとめて固定しました。
続いて、ビスが通りやすいようにM3.5ドリルで少しテーパー状に仕上げておきます。

このような感じで少し削っておくだけでOKです。
専用のドリルではないため、キレイな円形にはなっていませんが、機能上は問題ないでしょう。
M3タップ自体は慎重に作業すれば問題ないですが、今回は万全を期すために組タップを利用しました。

組タップとは、荒用・中仕上用・仕上用と3種類のタップを順次利用するものです。

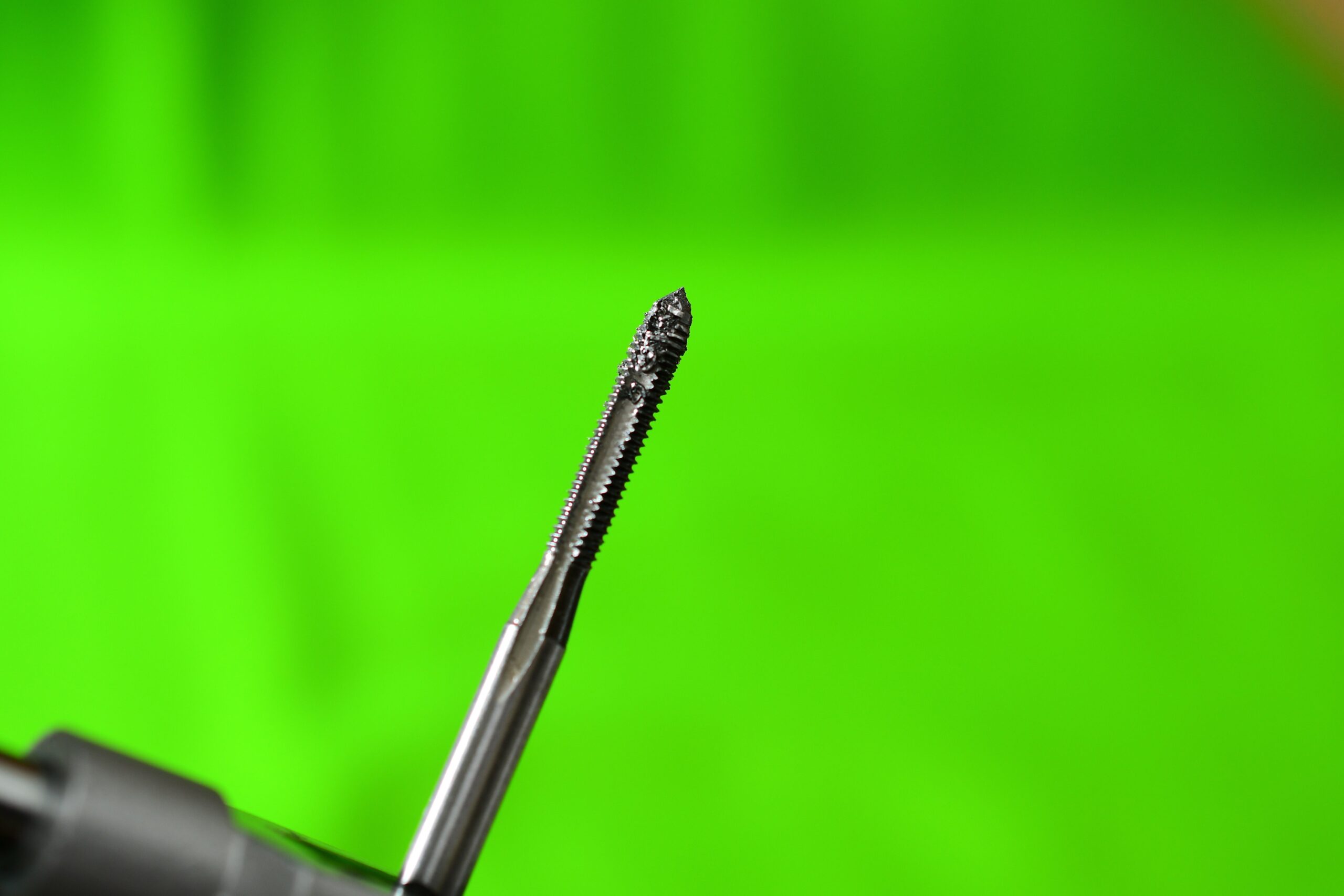
このようにタップの刃自体がそれぞれ違う物になっています。
このパターンだと下の方から順に利用してく流れになります。

まずは粗目のタップで6本ともタップ作業を行います。
オイルを使う事、締めて緩めてを繰り返すこと。これを忘れないように。

最後は仕上げタップでタップ作業します。
組タップを使うと時間はかかりますが、失敗が少なく比較的容易に作業できるのではないかと思います。
(普通のM3タップ一本でももちろん大丈夫です)
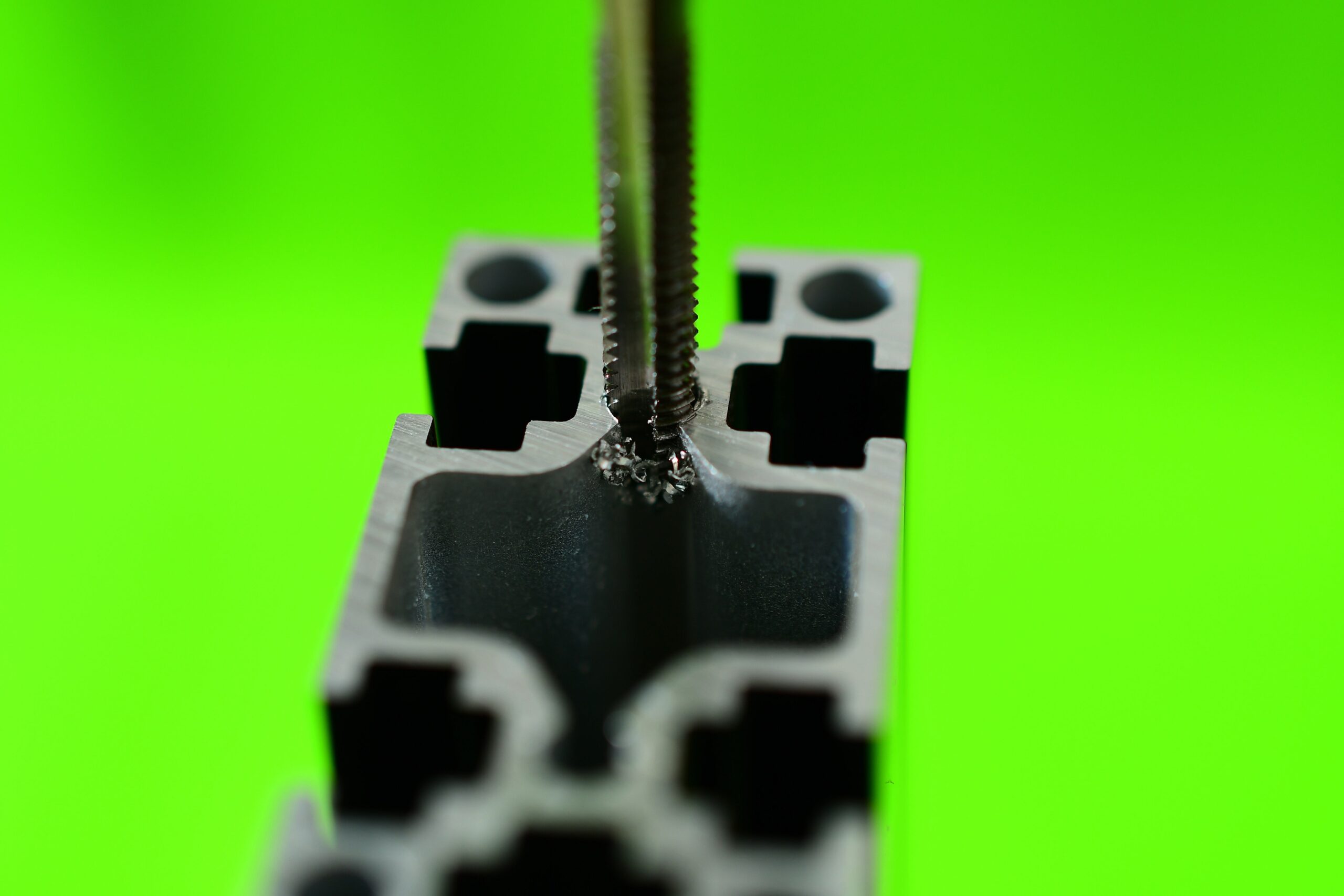
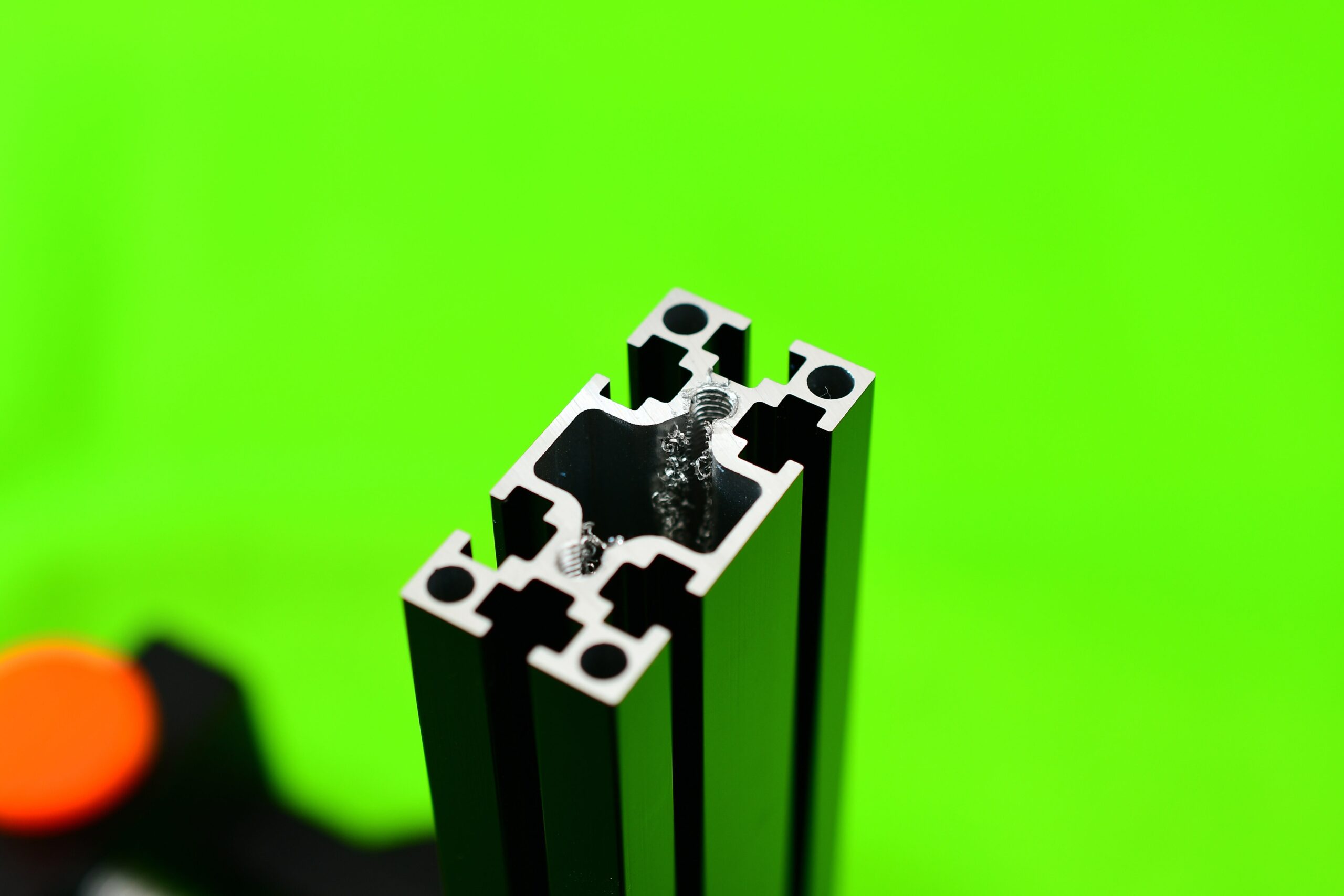
先ほどのM4とは違い、ダスト自体の目も細かいものになります。

タップを見ても、ダストが排出されにくく滞留しているように感じますね。
これが無理やり作業すると折れてしまう原因でもあります。

すべてのタップ作業が完了しました。
エアーダスターでしっかりと切粉を除去しておきます。
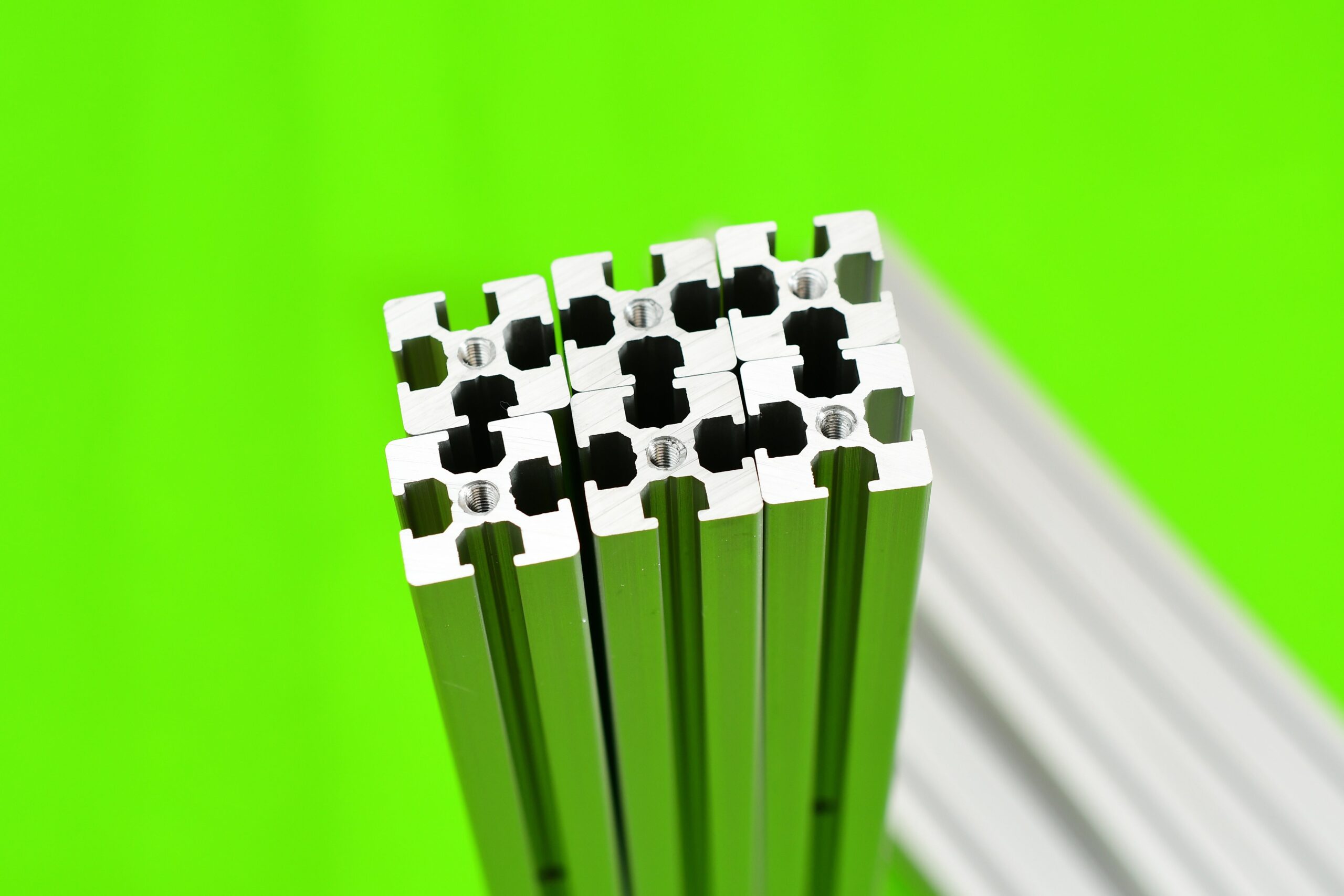
最後はM3ボルトが軽く入るかどうかチェックしておきましょう。
タップ作業完了!
今回はM4とM3のタップ作業を実施しました。
それほど難しい作業ではありませんが、基本を守って慎重に作業するようにしましょう。
特にM3タップは本数も多いため、後半に行けば行くほど手を抜きがちになります。
もし、タップを折ってしまうとアルミフレーム内にタップが残されて、アルミフレーム自体を購入しなおす事にもなります。
時間がないときは作業しないなど、心にゆとりをもって作業すれば大丈夫だと思います。
次回はアルミフレームの組み立て作業を紹介したいと思います。


コメント