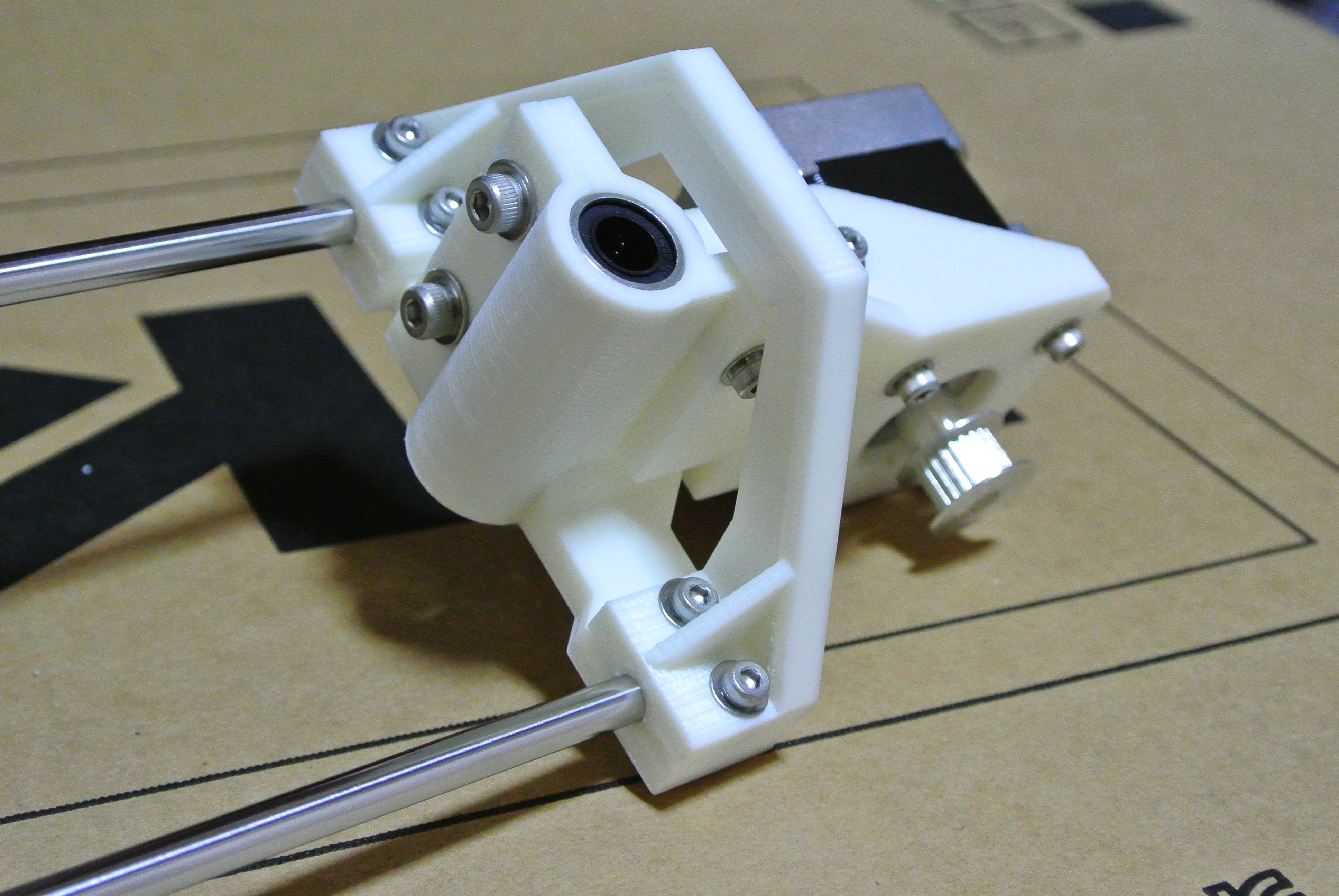
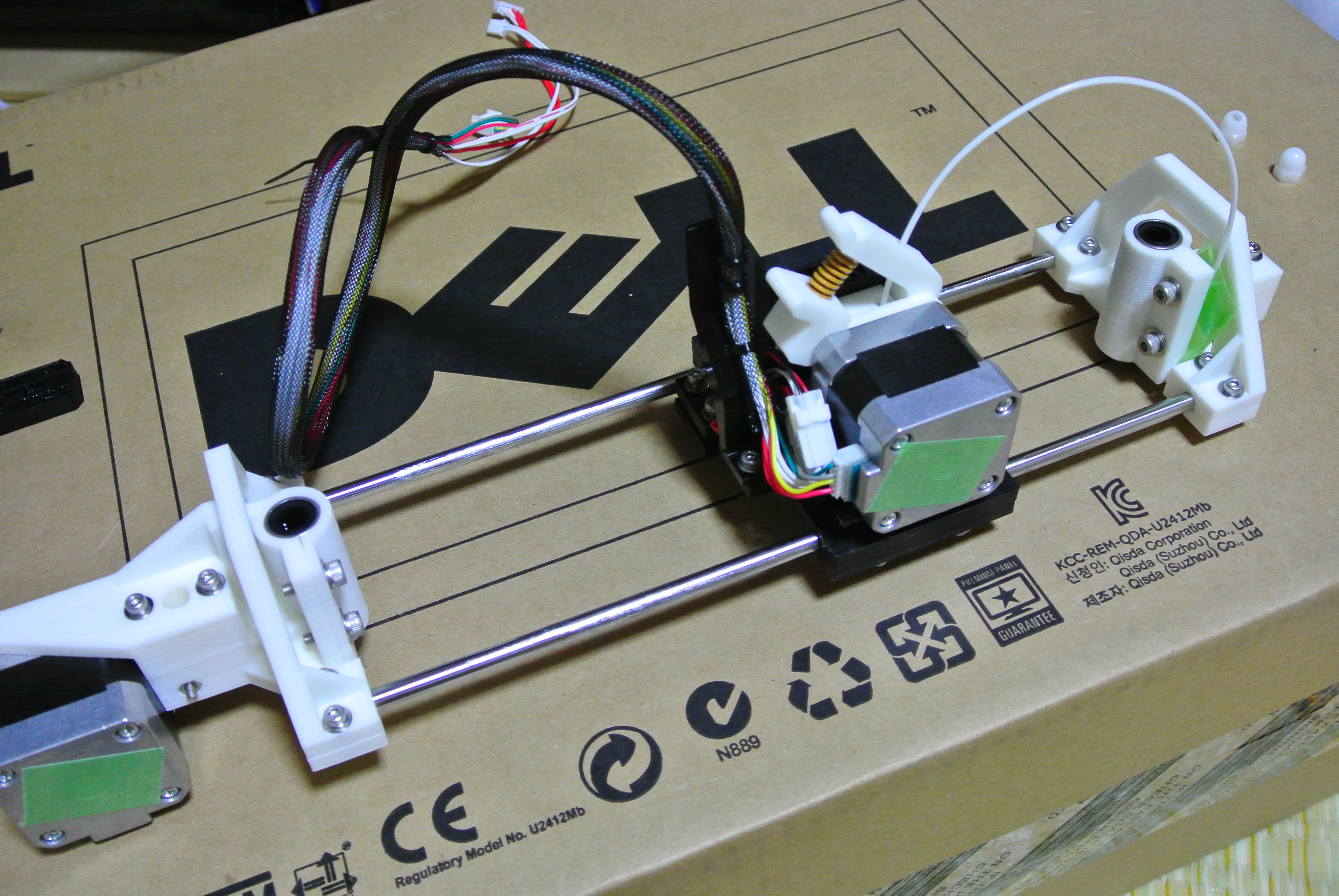
まず標準状態のX軸ユニットASSY。
エクストルーダのクリップのみ部品変更した状態です。
ステッピングモーターに貼り付けている養生テープはベアリング部のホコリ付着防止のため。
まずは各部品を作り直します。
PLAフィラメントは「3Dプリンター用 PLAフィラメント 【1.75mm】【1kg】【カラー選択可】 (白/ホワイト)」をAmazonにて購入。
ヘッド200℃、ベッド温度50度+マスキングテープ使用にて印刷。
さらに強度アップを狙い、Fill Densityを100%に、そしてレイヤーを0.2mmにて再作成してみました。
印刷温度はまだまだ実験中ですが、185℃から200℃で概ね良好な印字結果を得られています。
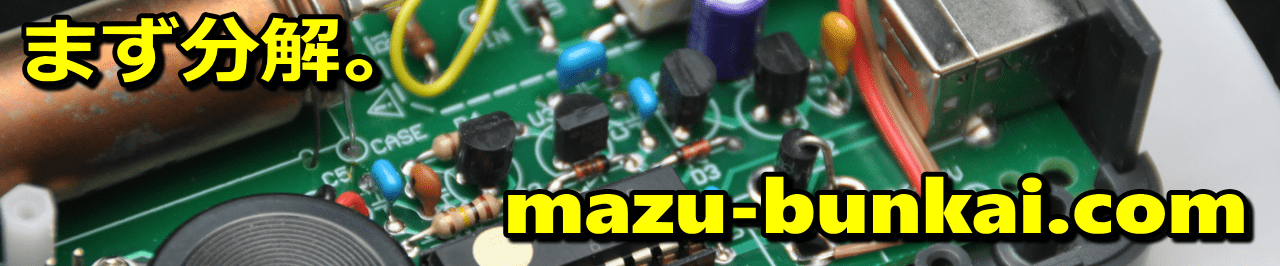
印刷と仮組みを行った状態。
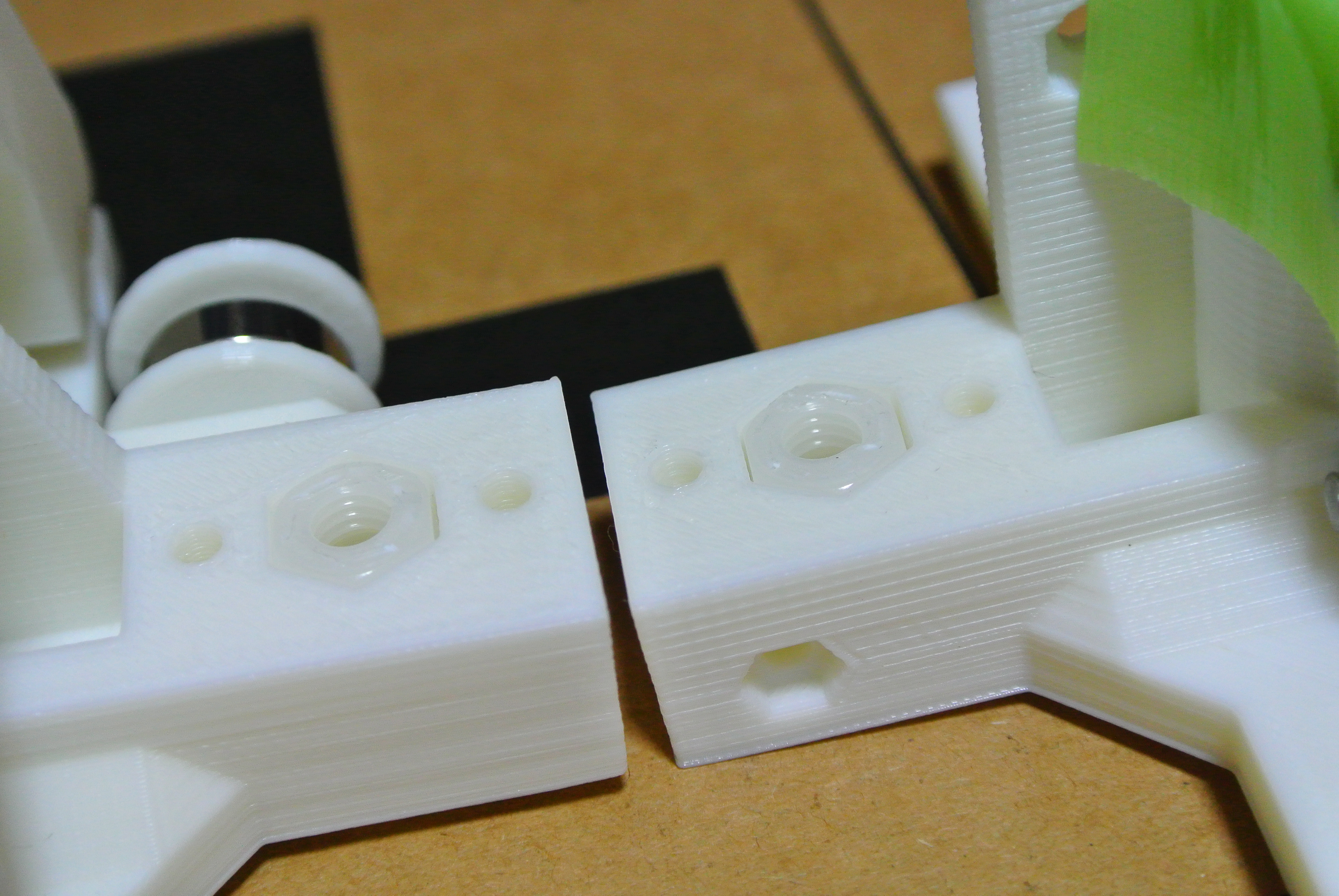
X軸駆動ベルトのベアリングは1サイズ大きなものでNTN社製のものに交換♪
エヌティーエヌ(NTN) / 634ZZです。

ポリアセタールナットと共に組み込みます。
ベアリング系は大きくなったものの、プーリはそのままのサイズで問題ありません。
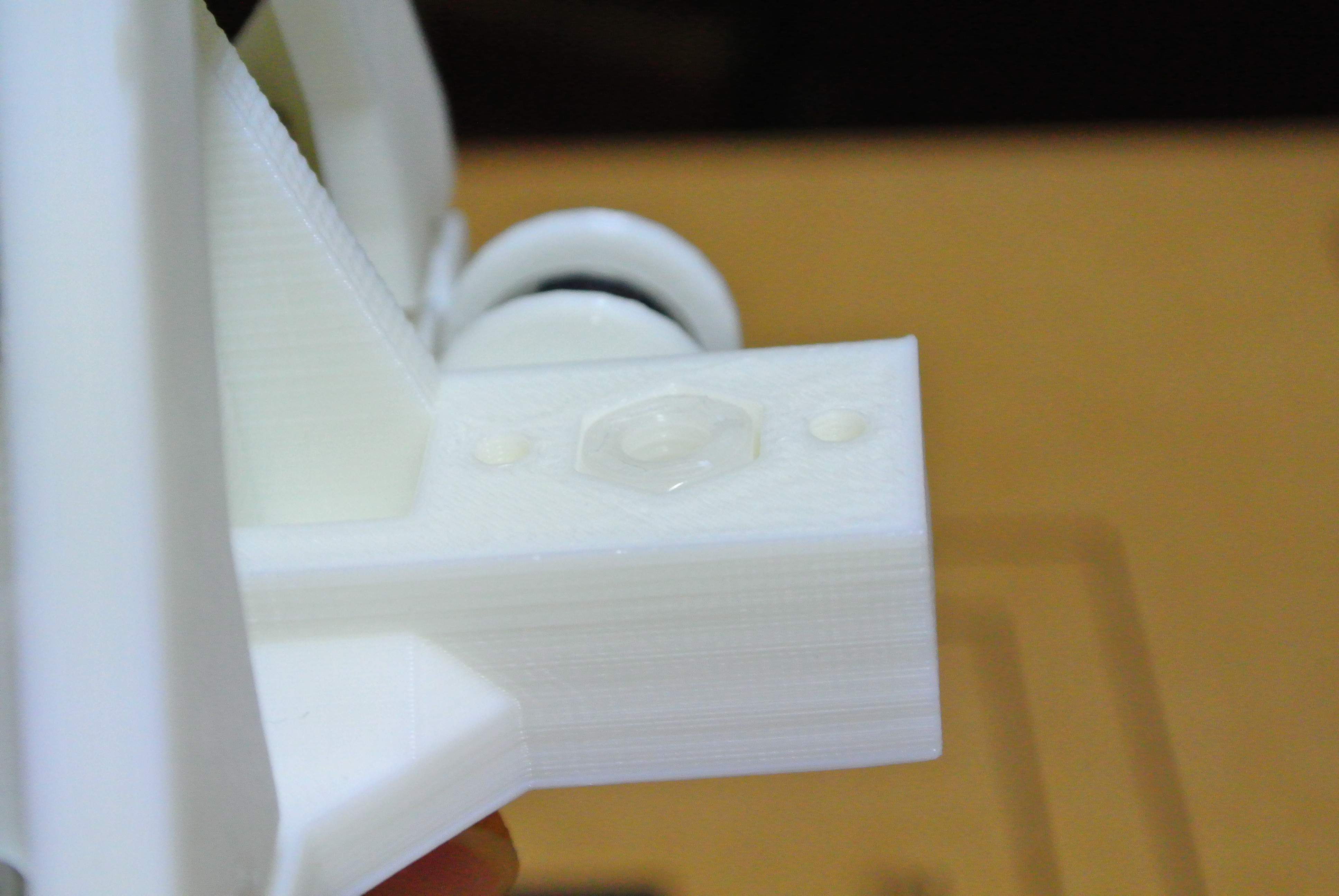
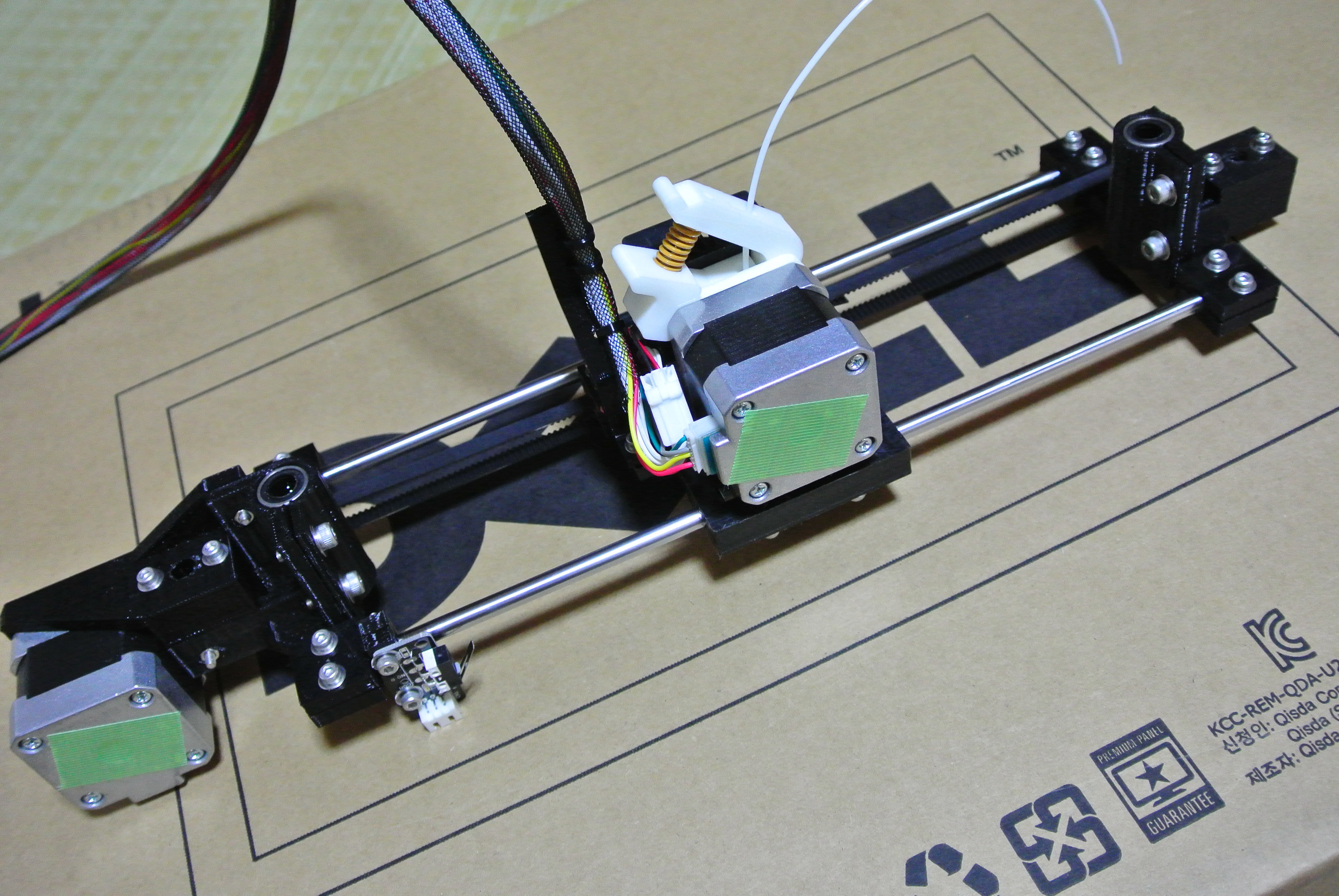
左右ともポリアセタールナット化します♪
そして、X軸強化パーツと共に組み立てます。
この状態でも強度が非常に高くなったのが確認できます♪
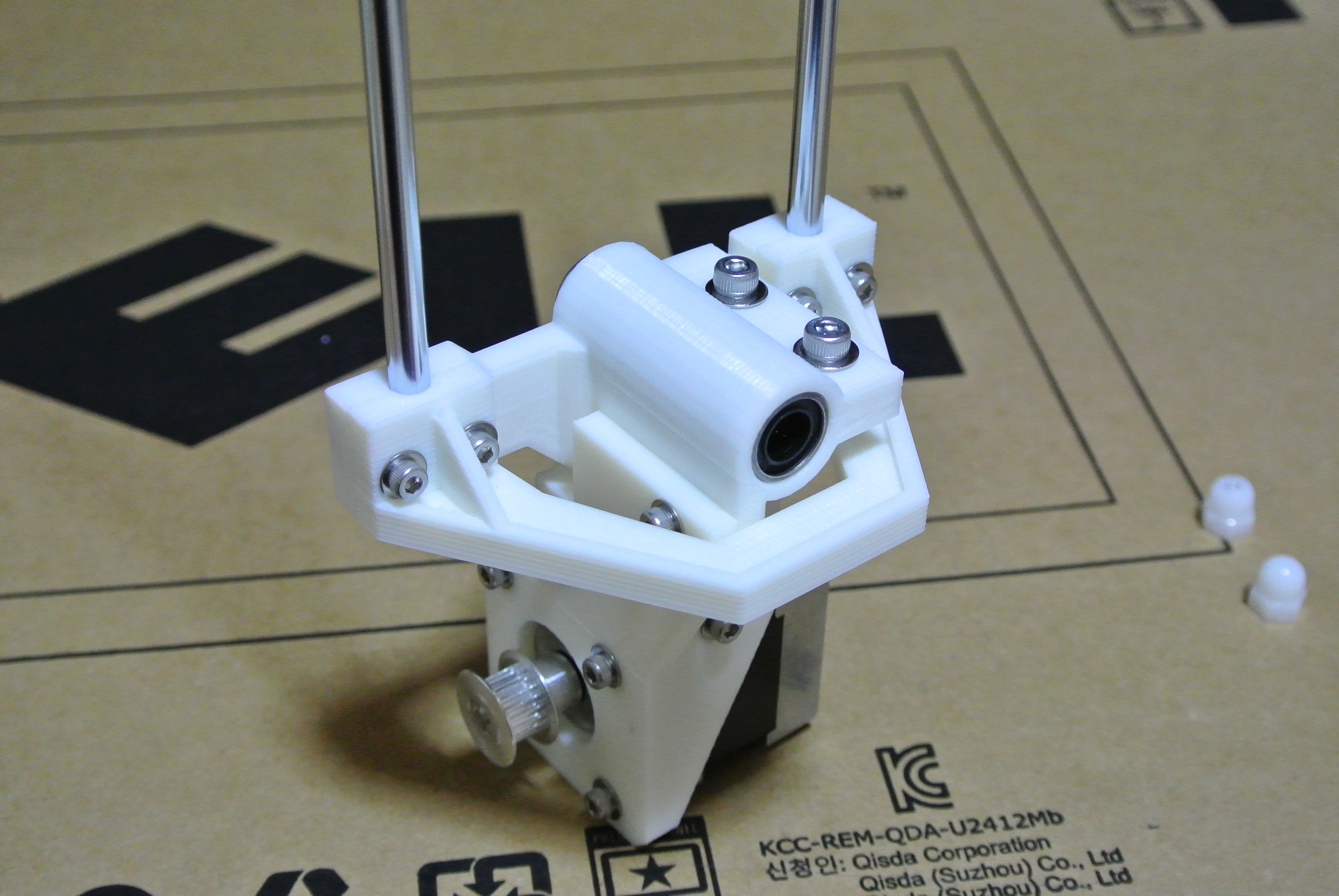
モーター側でも一切干渉なくピッタリサイズ(^^

そして左右を結合しました。
X軸強化パーツの効果と、Fill Densityを100%の効果が合わさって、ねじり剛性が非常に高くなっています。
また、X軸シャフトの保持部分の剛性が強化され下がらなくなりました。
結果、ヘッド部を手で押さえても明らかにカッチリした感じ(^^
印字結果の改善につながりそうで期待が持てます♪


コメント